정가
/개당
할인
가격
/개당
패키지로 판매 0최소 패키지 크기에 맞게 조정됩니다.
최소 수량: 0패키지 크기 요건을 충족하도록 조정됨.
재고 있음이 제품은 더 이상 사용할 수 없습니다.긴 배송기간




 페이스 밀링
페이스 밀링 헬리컬 밀링
헬리컬 밀링 램핑: 블랭크
램핑: 블랭크 밀링 — 내부 쿨런트
밀링 — 내부 쿨런트 밀링 — 사이드 및 페이스
밀링 — 사이드 및 페이스 포켓팅
포켓팅 Inclined Square End Mill
Inclined Square End MillDownloaded file will be available after import in the {{cadTool}} tool library.
| 제품 번호 | 6630200 |
| ISO 카탈로그 ID | VHSC200Z03S075XD16 |
| ANSI 카탈로그 ID | VHSC200Z03S075XD16 |
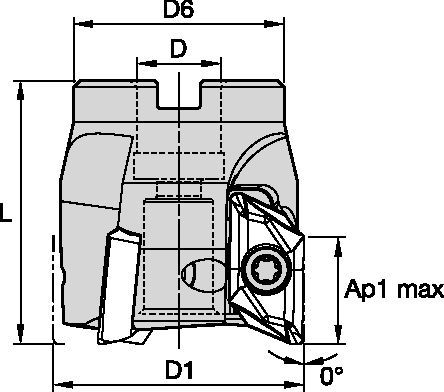
| [D1] Effective Cutting Diameter | 50.8 mm |
| [D1] Effective Cutting Diameter | 2 in |
| [D] Adapter / Shank / Bore Diameter | 19.05 mm |
| [D] Adapter / Shank / Bore Diameter | .75 in |
| [D6] Hub Diameter | 45 mm |
| [D6] Hub Diameter | 1.771 in |
| [L] Overall Length | 40 mm |
| [L] Overall Length | 1.574 in |
| [AP1MAX] 1st Maximum Cutting Depth | 16 mm |
| [AP1MAX] 1st Maximum Cutting Depth | .6299 in |
| Number of Inserts | 3 |
| Maximum Ramping Angle | 7.8 |
| Max RPM | 30000 |
| Coolant Supply | Y |
| Weight Pounds | 0.7 |
페이스 밀링헬리컬 밀링램핑: 블랭크밀링 — 내부 쿨런트밀링 — 사이드 및 페이스포켓팅Inclined Square End Mill이송 및 속도를 계산하려면 솔루션을 생성하세요.
솔루션 생성 후 이송 및 속도 아이콘을 선택하면 추천 값이 제공됩니다. 기계와 사양을 추가하여 사용자 정보를 지정하거나 슬라이더를 사용하여 조정할 수 있습니다.
| 소재 그룹 | 경절삭 | 범용 | 중황삭 | |||
| 형상 | 재종 | 형상 | 재종 | 형상 | 재종 | |
| N1–N2 | .F..ALP | WN10HM | .F..ALP | WN10HM | .E..ALP | WN10HM |
| N3 | .F..ALP | WN10HM | .F..ALP | WN10HM | .E..ALP | WN10HM |
| 인서트 형상 | 프로그래밍된 날당 이송(fz) (반경방향 절삭폭(ae)의 비율) | 인서트 형상 | ||||||||||||||
| 5% | 10% | 20% | 30% | 40 | ||||||||||||
| .F..ALP | 0,12 | 0,45 | 0,81 | 0,08 | 0,33 | 0,58 | 0,06 | 0,25 | 0,43 | 0,06 | 0,21 | 0,38 | 0,05 | 0,20 | 0,35 | .F..ALP |
| .E..ALP | 0,15 | 0,50 | 0,92 | 0,11 | 0,36 | 0,66 | 0,08 | 0,27 | 0,50 | 0,07 | 0,24 | 0,43 | 0,07 | 0,22 | 0,40 | .E..ALP |
| 경절삭 | 범용 | 중황삭 |
| 인서트 형상 | 프로그래밍된 날당 이송(fz) (반경방향 절삭폭(ae)의 비율) | 인서트 형상 | ||||||||||||||
| 5% | 10% | 20% | 30% | 40 | ||||||||||||
| .F..ALP | .005 | .018 | .032 | .003 | .013 | .023 | .003 | .010 | .017 | .002 | .009 | .015 | .002 | .008 | .014 | .F..ALP |
| .E..ALP | .006 | .020 | .037 | .004 | .014 | .027 | .003 | .011 | .020 | .003 | .009 | .017 | .003 | .009 | .016 | .E..ALP |
| 경절삭 | 범용 | 중황삭 |
| 소재 그룹 | WN10HM | |||
| N | 1 | 2950 | 1800 | 875 |
| 2 | 2950 | 1800 | 875 | |
| 3 | 1600 | 850 | 480 | |
| 소재 그룹 | WN10HM | |||
| N | 1 | 9640 | 5880 | 2860 |
| 2 | 9640 | 5880 | 2860 | |
| 3 | 5230 | 2775 | 1565 | |
I have read and accepted the Terms & Conditions of use





ISO 카탈로그 번호
ANSI 카탈로그 번호
to find similar products.Please select a file to download
Models
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO 카탈로그 번호 | 등급 |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?