환영합니다
기본 설정을 확인해 주십시오
기본 설정 업데이트
제품 제안
Product Family suggestions
솔루션 수정
솔루션 추가
솔루션 이름:{{SolutionName}}Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.


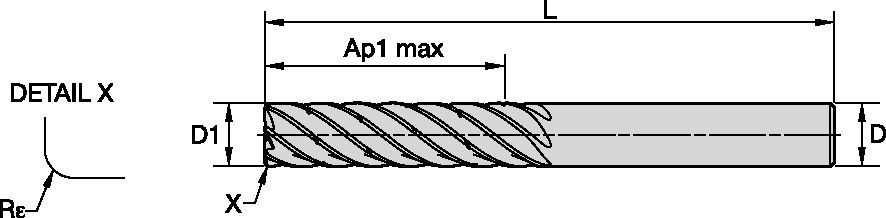
VariMill™ Chip Splitters • 반경 • 7날 • 3 x D • 플레인 섕크 • 메트릭
동적 밀링을 위한 고성능 솔리드 초경 엔드밀
특징 및 장점
- 완벽한 칩 배출과 높은 표면 품질을 위한 칩 스플리터 포함.
- 강철, 스테인리스강 및 고온 합금용 7날 솔리드 초경 엔드밀.
- 최대 금속 제거율을 위한 3xD 절삭 길이.
- 불균등한 날 간격은 진동을 줄이고 공구 수명을 향상시킵니다.
사용 및 응용 분야
Trochoidal Milling
Flute Configuration: 7
코너 스타일: 코너R
사이드 밀링/숄더 밀링: 스퀘어 엔드
헬릭스각: 38°
| Recommended feed per tooth (fz=mm/th) for side milling at ae = 5% of D1 | |||||||||||
| WS15PE | D1 | ||||||||||
| Side Milling | Cutting Speed | ||||||||||
| Material | ap | ae | Min | Start | Max | mm | 10,0 | 12,0 | 16,0 | 20,0 | |
| P | 0 | Ap max | 0,05 x D1 | 300 | 350 | 400 | fz | 0,115 | 0,132 | 0,161 | 0,182 |
| 1 | Ap max | 0,05 x D1 | 300 | 350 | 400 | fz | 0,115 | 0,132 | 0,161 | 0,182 | |
| 2 | Ap max | 0,05 x D1 | 280 | 330 | 380 | fz | 0,115 | 0,132 | 0,161 | 0,182 | |
| 3 | Ap max | 0,05 x D1 | 240 | 280 | 320 | fz | 0,097 | 0,112 | 0,140 | 0,162 | |
| 4 | Ap max | 0,05 x D1 | 180 | 240 | 300 | fz | 0,086 | 0,100 | 0,123 | 0,141 | |
| 5 | Ap max | 0,05 x D1 | 120 | 160 | 200 | fz | 0,077 | 0,090 | 0,112 | 0,129 | |
| 6 | Ap max | 0,05 x D1 | 100 | 125 | 150 | fz | 0,065 | 0,074 | 0,091 | 0,104 | |
| M | 1 | Ap max | 0,05 x D1 | 180 | 205 | 230 | fz | 0,097 | 0,112 | 0,140 | 0,162 |
| 2 | Ap max | 0,05 x D1 | 120 | 140 | 160 | fz | 0,077 | 0,090 | 0,112 | 0,129 | |
| 3 | Ap max | 0,05 x D1 | 120 | 130 | 140 | fz | 0,065 | 0,074 | 0,091 | 0,104 | |
| K | 1 | Ap max | 0,05 x D1 | 240 | 270 | 300 | fz | 0,115 | 0,132 | 0,161 | 0,182 |
| 2 | Ap max | 0,05 x D1 | 220 | 250 | 280 | fz | 0,097 | 0,112 | 0,140 | 0,162 | |
| 3 | Ap max | 0,05 x D1 | 220 | 240 | 260 | fz | 0,077 | 0,090 | 0,112 | 0,129 | |
| S | 1 | Ap max | 0,05 x D1 | 100 | 140 | 180 | fz | 0,097 | 0,112 | 0,140 | 0,162 |
| 2 | Ap max | 0,05 x D1 | 50 | 65 | 80 | fz | 0,077 | 0,090 | 0,112 | 0,129 | |
| 3 | Ap max | 0,05 x D1 | 50 | 65 | 80 | fz | 0,051 | 0,060 | 0,074 | 0,086 | |
| 4 | Ap max | 0,05 x D1 | 100 | 110 | 120 | fz | 0,071 | 0,083 | 0,103 | 0,119 | |
| H | 1 | Ap max | 0,05 x D1 | 160 | 220 | 280 | fz | 0,086 | 0,100 | 0,123 | 0,141 |
| 2 | Ap max | 0,05 x D1 | 140 | 190 | 240 | fz | 0,065 | 0,074 | 0,091 | 0,104 | |
| Recommended feed per tooth (fz=mm/th) for side milling at ae = 10% of D1 | |||||||||||
| WS15PE | D1 | ||||||||||
| Side Milling | Cutting Speed | ||||||||||
| Material | ap | ae | Min | Start | Max | mm | 10,0 | 12,0 | 16,0 | 20,0 | |
| P | 0 | Ap max | 0,1 x D1 | 270 | 315 | 360 | fz | 0,094 | 0,108 | 0,131 | 0,148 |
| 1 | Ap max | 0,1 x D1 | 270 | 315 | 360 | fz | 0,094 | 0,108 | 0,131 | 0,148 | |
| 2 | Ap max | 0,1 x D1 | 252 | 297 | 342 | fz | 0,094 | 0,108 | 0,131 | 0,148 | |
| 3 | Ap max | 0,1 x D1 | 216 | 252 | 288 | fz | 0,079 | 0,091 | 0,113 | 0,131 | |
| 4 | Ap max | 0,1 x D1 | 162 | 216 | 270 | fz | 0,070 | 0,081 | 0,100 | 0,114 | |
| 5 | Ap max | 0,1 x D1 | 108 | 144 | 180 | fz | 0,063 | 0,073 | 0,091 | 0,105 | |
| 6 | Ap max | 0,1 x D1 | 90 | 113 | 135 | fz | 0,053 | 0,061 | 0,074 | 0,084 | |
| M | 1 | Ap max | 0,1 x D1 | 162 | 185 | 207 | fz | 0,079 | 0,091 | 0,113 | 0,131 |
| 2 | Ap max | 0,1 x D1 | 108 | 126 | 144 | fz | 0,063 | 0,073 | 0,091 | 0,105 | |
| 3 | Ap max | 0,1 x D1 | 108 | 117 | 126 | fz | 0,053 | 0,061 | 0,074 | 0,084 | |
| K | 1 | Ap max | 0,1 x D1 | 216 | 243 | 270 | fz | 0,094 | 0,108 | 0,131 | 0,148 |
| 2 | Ap max | 0,1 x D1 | 198 | 225 | 252 | fz | 0,079 | 0,091 | 0,113 | 0,131 | |
| 3 | Ap max | 0,1 x D1 | 198 | 216 | 234 | fz | 0,063 | 0,073 | 0,091 | 0,105 | |
| S | 1 | Ap max | 0,1 x D1 | 90 | 126 | 162 | fz | 0,079 | 0,091 | 0,113 | 0,131 |
| 2 | Ap max | 0,1 x D1 | 45 | 59 | 72 | fz | 0,063 | 0,073 | 0,091 | 0,105 | |
| 3 | Ap max | 0,1 x D1 | 45 | 59 | 72 | fz | 0,042 | 0,048 | 0,060 | 0,070 | |
| 4 | Ap max | 0,1 x D1 | 90 | 99 | 108 | fz | 0,058 | 0,067 | 0,083 | 0,097 | |
| H | 1 | Ap max | 0,1 x D1 | 144 | 198 | 252 | fz | 0,070 | 0,081 | 0,100 | 0,114 |
| 2 | Ap max | 0,1 x D1 | 126 | 171 | 216 | fz | 0,053 | 0,061 | 0,074 | 0,084 | |
| Recommended feed per tooth (fz=mm/th) for side milling at ae = 2% of D1 | |||||||||||
| WS15PE | D1 | ||||||||||
| Side Milling | Cutting Speed | ||||||||||
| Material | ap | ae | Min | Start | Max | mm | 10,0 | 12,0 | 16,0 | 20,0 | |
| P | 0 | Ap max | 0,02 x D1 | 308 | 359 | 410 | fz | 0,173 | 0,199 | 0,242 | 0,274 |
| 1 | Ap max | 0,02 x D1 | 308 | 359 | 410 | fz | 0,173 | 0,199 | 0,242 | 0,274 | |
| 2 | Ap max | 0,02 x D1 | 287 | 338 | 390 | fz | 0,173 | 0,199 | 0,242 | 0,274 | |
| 3 | Ap max | 0,02 x D1 | 246 | 287 | 328 | fz | 0,145 | 0,168 | 0,209 | 0,242 | |
| 4 | Ap max | 0,02 x D1 | 185 | 246 | 308 | fz | 0,130 | 0,150 | 0,184 | 0,211 | |
| 5 | Ap max | 0,02 x D1 | 123 | 164 | 205 | fz | 0,116 | 0,135 | 0,167 | 0,194 | |
| 6 | Ap max | 0,02 x D1 | 103 | 128 | 154 | fz | 0,097 | 0,112 | 0,137 | 0,156 | |
| M | 1 | Ap max | 0,02 x D1 | 185 | 210 | 236 | fz | 0,145 | 0,168 | 0,209 | 0,242 |
| 2 | Ap max | 0,02 x D1 | 123 | 144 | 164 | fz | 0,116 | 0,135 | 0,167 | 0,194 | |
| 3 | Ap max | 0,02 x D1 | 123 | 133 | 144 | fz | 0,097 | 0,112 | 0,137 | 0,156 | |
| K | 1 | Ap max | 0,02 x D1 | 246 | 277 | 308 | fz | 0,173 | 0,199 | 0,242 | 0,274 |
| 2 | Ap max | 0,02 x D1 | 226 | 256 | 287 | fz | 0,145 | 0,168 | 0,209 | 0,242 | |
| 3 | Ap max | 0,02 x D1 | 226 | 246 | 267 | fz | 0,116 | 0,135 | 0,167 | 0,194 | |
| S | 1 | Ap max | 0,02 x D1 | 103 | 144 | 185 | fz | 0,145 | 0,168 | 0,209 | 0,242 |
| 2 | Ap max | 0,02 x D1 | 51 | 67 | 82 | fz | 0,116 | 0,135 | 0,167 | 0,194 | |
| 3 | Ap max | 0,02 x D1 | 51 | 67 | 82 | fz | 0,077 | 0,089 | 0,111 | 0,130 | |
| 4 | Ap max | 0,02 x D1 | 103 | 113 | 123 | fz | 0,107 | 0,124 | 0,154 | 0,178 | |
| H | 1 | Ap max | 0,02 x D1 | 164 | 226 | 287 | fz | 0,130 | 0,150 | 0,184 | 0,211 |
| 2 | Ap max | 0,02 x D1 | 144 | 195 | 246 | fz | 0,097 | 0,112 | 0,137 | 0,156 | |