GP 엔드밀 • 4002 4012 시리즈 • 스퀘어 엔드 • 2 플루트 • Metric




 100029627
100029627 램핑: 블랭크
램핑: 블랭크 슬로팅: 스퀘어 엔드
슬로팅: 스퀘어 엔드 Corner Style: Corner Chamfer
Corner Style: Corner Chamfer 섕크 — 원통형 일반
섕크 — 원통형 일반 사이드 밀링/숄더 밀링: 스퀘어 엔드
사이드 밀링/숄더 밀링: 스퀘어 엔드 헬릭스각: 30°
헬릭스각: 30° 38570
38570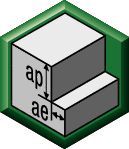 |  |  | |||||||||||||||||||
| 사이드 밀링(A) 및 슬로팅(B) | TiAlN | 날당 이송 fz(fz = mm/th) 는 사이드 밀링(A)용입니다. 슬로팅(B)의 경우 fz를 20%까지 줄이십시오. | |||||||||||||||||||
| A | B | 가공 속도 | D1 | ||||||||||||||||||
| 소재 그룹 | ap | ae | ap | 최소 | 최대 | mm | 1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | Ap1 max | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | Ap1 max | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | Ap1 max | 0,1 x D | 0,5 x D | 140 | – | 190 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | Ap1 max | 0,1 x D | 0,5 x D | 120 | – | 160 | fz | 0,006 | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | Ap1 max | 0,1 x D | 0,5 x D | 90 | – | 150 | fz | 0,005 | 0,011 | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | |
| M | 1 | Ap1 max | 0,1 x D | 0,5 x D | 90 | – | 115 | fz | 0,006 | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | Ap1 max | 0,1 x D | 0,5 x D | 60 | – | 80 | fz | 0,005 | 0,009 | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| K | 1 | Ap1 max | 0,1 x D | 0,5 x D | 120 | – | 150 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 2 | Ap1 max | 0,1 x D | 0,5 x D | 110 | – | 140 | fz | 0,006 | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
 |  |  | |||||||||||||||||||
| 사이드 밀링(A) 및 슬로팅(B) | TiAlN | 날당 이송 fz(fz = mm/th) 는 사이드 밀링(A)용입니다. 슬로팅(B)의 경우 fz를 20%까지 줄이십시오. | |||||||||||||||||||
| A | B | 가공 속도 | D1 | ||||||||||||||||||
| 소재 그룹 | ap | ae | ap | 최소 | 최대 | mm | 1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | Ap1 max | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | Ap1 max | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | Ap1 max | 0,1 x D | 0,5 x D | 140 | – | 190 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | Ap1 max | 0,1 x D | 0,5 x D | 120 | – | 160 | fz | 0,006 | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | Ap1 max | 0,1 x D | 0,5 x D | 90 | – | 150 | fz | 0,005 | 0,010 | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | |
| M | 1 | Ap1 max | 0,1 x D | 0,5 x D | 90 | – | 115 | fz | 0,006 | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | Ap1 max | 0,1 x D | 0,5 x D | 60 | – | 80 | fz | 0,005 | 0,009 | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| K | 1 | Ap1 max | 0,1 x D | 0,5 x D | 120 | – | 150 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 2 | Ap1 max | 0,1 x D | 0,5 x D | 110 | – | 140 | fz | 0,006 | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
|  | ||||||||||||||||||
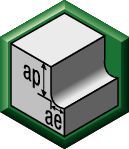
| 사이드 밀링(A) | TiAlN | 날당 이송 fz(fz = mm/th)는 사이드 밀링(A)용입니다. | |||||||||||||||||
| A | 가공 속도 | D1 | |||||||||||||||||
| 소재 그룹 | ap | ae | 최소 | 최대 | mm | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | Ap1 max | 0,1 x D | 150 | – | 200 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | Ap1 max | 0,1 x D | 150 | – | 200 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | Ap1 max | 0,1 x D | 140 | – | 190 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | Ap1 max | 0,1 x D | 120 | – | 160 | fz | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | Ap1 max | 0,1 x D | 90 | – | 150 | fz | 0,010 | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | |
| M | 1 | Ap1 max | 0,1 x D | 90 | – | 115 | fz | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | Ap1 max | 0,1 x D | 60 | – | 80 | fz | 0,009 | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| K | 1 | Ap1 max | 0,1 x D | 120 | – | 150 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 2 | Ap1 max | 0,1 x D | 110 | – | 140 | fz | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| | ||||||||||||||
| 사이드 밀링(A) | 비코팅 | 날당 이송 fz(fz = mm/th)는 사이드 밀링(A)용입니다. | |||||||||||||
| A | 가공 속도 | D1 | |||||||||||||
| 소재 그룹 | ap | ae | 최소 | 최대 | mm | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | ||
| P | 0 | Ap1 max | 0,1 x D | 120 | – | 160 | fz | 0,021 | 0,028 | 0,044 | 0,060 | 0,072 | 0,083 | 0,101 | 0,114 |
| 1 | Ap1 max | 0,1 x D | 120 | – | 160 | fz | 0,021 | 0,028 | 0,044 | 0,060 | 0,072 | 0,083 | 0,101 | 0,114 | |
| 2 | Ap1 max | 0,1 x D | 112 | – | 152 | fz | 0,021 | 0,028 | 0,044 | 0,060 | 0,072 | 0,083 | 0,101 | 0,114 | |
| N | 1 | Ap1 max | 0,1 x D | 400 | – | 1600 | fz | 0,030 | 0,040 | 0,060 | 0,080 | 0,100 | 0,120 | 0,160 | 0,200 |
| 2 | Ap1 max | 0,1 x D | 400 | – | 1200 | fz | 0,024 | 0,032 | 0,048 | 0,064 | 0,080 | 0,096 | 0,128 | 0,160 | |
| 4 | Ap1 max | 0,1 x D | 320 | – | 600 | fz | 0,021 | 0,028 | 0,042 | 0,056 | 0,070 | 0,084 | 0,112 | 0,140 | |
ISO 카탈로그 번호
ANSI 카탈로그 번호
to find similar products.Please select a file to download
Models
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO 카탈로그 번호 | 등급 |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?