환영합니다
기본 설정을 확인해 주십시오
기본 설정 업데이트
제품 제안
Product Family suggestions
솔루션 수정
솔루션 추가
솔루션 이름:{{SolutionName}}Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

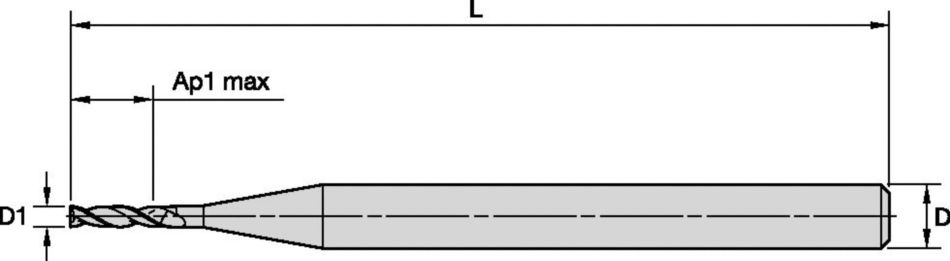
ALUFLASH • 시리즈 2A09 • 스퀘어 엔드 • 2 플루트 • 일반 길이 • 원통형 섕크 • Metric
ALUFLASH™ 시리즈 2A09 • 스퀘어 엔드 • 2 플루트 • 일반 길이 • 원통형 섕크 • Metric
사용 및 응용 분야
Trochoidal Milling
Drilling
헬리컬 밀링
플런지 밀링
램핑: 블랭크
슬로팅: 스퀘어 엔드
사이드 밀링/숄더 밀링: 스퀘어 엔드
| Material | Spiral Interpolation/Ramp Milling 0° - 15° |  |  |  | ||||||||||||||
| UNCOATED | Recommended feed per tooth (fz = mm/z) for helical interpolation and ramping | |||||||||||||||||
| Cutting Speed | Diameter | |||||||||||||||||
| Max Depth | Min | Start | Max | mm | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | 25,0 | ||
| mm | 2,5-4,8 | 4,6-7,6 | 5,8-9,5 | 6,9-11,4 | 9,2-15,2 | 11,5-19,0 | 13,8-22,8 | 16,1-26,6 | 18,4-30,4 | 20,7-34,2 | 23,0-38,0 | 28,8-47,5 | ||||||
| N | 1 | 1,25 x D1 | 500 | 600 | 2000 | fz | 0,022 | 0,044 | 0,055 | 0,066 | 0,088 | 0,110 | 0,132 | 0,153 | 0,176 | 0,198 | 0,220 | 0,275 |
| 2 | 1,25 x D1 | 500 | 600 | 1500 | fz | 0,020 | 0,040 | 0,048 | 0,059 | 0,079 | 0,099 | 0,119 | 0,138 | 0,158 | 0,178 | 0,198 | 0,247 | |
| 3 | 1,25 x D1 | 500 | 600 | 1500 | fz | 0,015 | 0,031 | 0,038 | 0,046 | 0,062 | 0,077 | 0,092 | 0,107 | 0,123 | 0,138 | 0,154 | 0,192 | |
| 4 | 1,25 x D1 | 400 | 450 | 750 | fz | 0,015 | 0,031 | 0,038 | 0,046 | 0,062 | 0,077 | 0,092 | 0,107 | 0,123 | 0,138 | 0,154 | 0,192 | |
| 5 | 1,25 x D1 | 250 | 400 | 1000 | fz | 0,020 | 0,040 | 0,050 | 0,059 | 0,079 | 0,099 | 0,119 | 0,138 | 0,158 | 0,178 | 0,198 | 0,247 | |
| Material | Spiral Interpolation/Ramp Milling 15° - 30° | | | | ||||||||||||||
| UNCOATED | Recommended feed per tooth (fz = mm/z) for helical interpolation and ramping | |||||||||||||||||
| Cutting Speed | Diameter | |||||||||||||||||
| Max Depth | Min | Start | Max | mm | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | 25,0 | ||
| mm | 2,5-4,8 | 4,6-7,6 | 5,8-9,5 | 6,9-11,4 | 9,2-15,2 | 11,5-19,0 | 13,8-22,8 | 16,1-26,6 | 18,4-30,4 | 20,7-34,2 | 23,0-38,0 | 28,8-47,5 | ||||||
| N | 1 | 1,25 x D1 | 500 | 600 | 1600 | fz | 0,017 | 0,033 | 0,041 | 0,050 | 0,066 | 0,082 | 0,099 | 0,115 | 0,132 | 0,148 | 0,165 | 0,206 |
| 2 | 1,25 x D1 | 500 | 600 | 1200 | fz | 0,015 | 0,030 | 0,036 | 0,045 | 0,059 | 0,074 | 0,089 | 0,104 | 0,119 | 0,134 | 0,148 | 0,185 | |
| 3 | 1,25 x D1 | 500 | 600 | 1200 | fz | 0,012 | 0,023 | 0,029 | 0,035 | 0,046 | 0,058 | 0,069 | 0,080 | 0,092 | 0,104 | 0,115 | 0,144 | |
| 4 | 1,25 x D1 | 400 | 450 | 600 | fz | 0,012 | 0,023 | 0,029 | 0,035 | 0,046 | 0,058 | 0,069 | 0,080 | 0,092 | 0,104 | 0,115 | 0,144 | |
| 5 | 1,25 x D1 | 250 | 400 | 800 | fz | 0,015 | 0,030 | 0,038 | 0,045 | 0,059 | 0,074 | 0,089 | 0,104 | 0,119 | 0,134 | 0,148 | 0,185 | |
| Material | Spiral Interpolation/Ramp Milling 30° - 45° | | | | ||||||||||||||
| UNCOATED | Recommended feed per tooth (fz = mm/z) for helical interpolation and ramping | |||||||||||||||||
| Cutting Speed | Diameter | |||||||||||||||||
| Max Depth | Min | Start | Max | mm | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | 25,0 | ||
| mm | 2,5-4,8 | 4,6-7,6 | 5,8-9,5 | 6,9-11,4 | 9,2-15,2 | 11,5-19,0 | 13,8-22,8 | 16,1-26,6 | 18,4-30,4 | 20,7-34,2 | 23,0-38,0 | 28,8-47,5 | ||||||
| N | 1 | 1,25 x D1 | 420 | 500 | 800 | fz | 0,013 | 0,026 | 0,033 | 0,040 | 0,053 | 0,066 | 0,079 | 0,092 | 0,106 | 0,119 | 0,132 | 0,165 |
| 2 | 1,25 x D1 | 420 | 500 | 800 | fz | 0,012 | 0,024 | 0,029 | 0,036 | 0,048 | 0,059 | 0,071 | 0,083 | 0,095 | 0,107 | 0,119 | 0,148 | |
| 3 | 1,25 x D1 | 420 | 500 | 800 | fz | 0,009 | 0,018 | 0,023 | 0,028 | 0,037 | 0,046 | 0,055 | 0,064 | 0,074 | 0,083 | 0,092 | 0,115 | |
| 4 | 1,25 x D1 | 340 | 380 | 450 | fz | 0,009 | 0,018 | 0,023 | 0,028 | 0,037 | 0,046 | 0,055 | 0,064 | 0,074 | 0,083 | 0,092 | 0,115 | |
| 5 | 1,25 x D1 | 210 | 340 | 600 | fz | 0,012 | 0,024 | 0,030 | 0,036 | 0,048 | 0,059 | 0,071 | 0,083 | 0,095 | 0,107 | 0,119 | 0,148 | |
| Material |  |  |  | |||||||||||||||||
| Plunging/Drilling | UNCOATED | Recommended feed per revolution (fn =mm/rev) for plunging 3-flute end mills | ||||||||||||||||||
| Cutting Speed | D1 | |||||||||||||||||||
| Max Depth | Applicable | Coolant | Min | Start | Max | mm | 2,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | 25,0 | ||
| N | 1 | 1,5 x D | Required | 120 | 260 | 400 | fn | 0,056 | 0,084 | 0,095 | 0,105 | 0,112 | 0,140 | 0,154 | 0,165 | 0,175 | 0,186 | 0,196 | 0,210 | |
| 2 | 1,5 x D | Required | 120 | 250 | 280 | fn | 0,056 | 0,084 | 0,095 | 0,105 | 0,112 | 0,140 | 0,154 | 0,165 | 0,175 | 0,186 | 0,196 | 0,210 | ||
| 3 | 1,5 x D | Required | 100 | 200 | 260 | fn | 0,056 | 0,084 | 0,095 | 0,105 | 0,112 | 0,140 | 0,154 | 0,165 | 0,175 | 0,186 | 0,196 | 0,210 | ||
| 4 | 1 x D | Required | 60 | 150 | 260 | fn | 0,042 | 0,056 | 0,070 | 0,084 | 0,098 | 0,112 | 0,140 | 0,147 | 0,154 | 0,165 | 0,175 | 0,196 | ||
| 5 | 1,5 x D | Required | 60 | 200 | 400 | fn | 0,056 | 0,084 | 0,095 | 0,105 | 0,112 | 0,140 | 0,154 | 0,165 | 0,175 | 0,186 | 0,196 | 0,210 | ||
| Material | | | | |||||||||||||||||
| Plunging/Drilling | UNCOATED | Recommended feed per revolution (fn =mm/rev) for plunging 2-flute end mills | ||||||||||||||||||
| Cutting Speed | D1 | |||||||||||||||||||
| Max Depth | Applicable | Coolant | Min | Start | Max | mm | 2,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | 25,0 | ||
| N | 1 | 1,5 x D | Required | 120 | 260 | 400 | fn | 0,080 | 0,120 | 0,135 | 0,150 | 0,160 | 0,200 | 0,220 | 0,235 | 0,250 | 0,265 | 0,280 | 0,300 | |
| 2 | 1,5 x D | Required | 120 | 250 | 280 | fn | 0,080 | 0,120 | 0,135 | 0,150 | 0,160 | 0,200 | 0,220 | 0,235 | 0,250 | 0,265 | 0,280 | 0,300 | ||
| 3 | 1,5 x D | Required | 100 | 200 | 260 | fn | 0,080 | 0,120 | 0,135 | 0,150 | 0,160 | 0,200 | 0,220 | 0,235 | 0,250 | 0,265 | 0,280 | 0,300 | ||
| 4 | 1 x D | Required | 60 | 150 | 260 | fn | 0,060 | 0,080 | 0,100 | 0,120 | 0,140 | 0,160 | 0,200 | 0,210 | 0,220 | 0,235 | 0,250 | 0,280 | ||
| 5 | 1,5 x D | Required | 60 | 200 | 400 | fn | 0,080 | 0,120 | 0,135 | 0,150 | 0,160 | 0,200 | 0,220 | 0,235 | 0,250 | 0,265 | 0,280 | 0,300 | ||
| Material |  |  | | |||||||||||||||||
| Side Milling (A) and Slotting (B) | UNCOATED | Recommended feed per tooth (fz = mm/z) for side milling (A). For slotting (B), reduce fz by 20%. | ||||||||||||||||||
| A | B | Cutting Speed | D1 | |||||||||||||||||
| ap | ae | ap | Min | Start | Max | mm | 2,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | 25,0 | ||
| N | 1 | Ap1 max | 0,5 x D1 | 1 x D | 500 | 600 | 2000 | fz | 0,022 | 0,044 | 0,055 | 0,066 | 0,088 | 0,110 | 0,132 | 0,153 | 0,176 | 0,198 | 0,220 | 0,275 |
| 2 | Ap1 max | 0,5 x D1 | 1 x D | 500 | 600 | 1500 | fz | 0,020 | 0,040 | 0,048 | 0,059 | 0,079 | 0,099 | 0,119 | 0,138 | 0,158 | 0,178 | 0,198 | 0,247 | |
| 3 | Ap1 max | 0,5 x D1 | 1 x D | 500 | 600 | 1500 | fz | 0,015 | 0,031 | 0,038 | 0,046 | 0,062 | 0,077 | 0,092 | 0,107 | 0,123 | 0,138 | 0,154 | 0,192 | |
| 4 | Ap1 max | 0,5 x D1 | 1 x D | 400 | 450 | 750 | fz | 0,015 | 0,031 | 0,038 | 0,046 | 0,062 | 0,077 | 0,092 | 0,107 | 0,123 | 0,138 | 0,154 | 0,192 | |
| 5 | Ap1 max | 0,5 x D1 | 1 x D | 250 | 400 | 1000 | fz | 0,020 | 0,040 | 0,050 | 0,059 | 0,079 | 0,099 | 0,119 | 0,138 | 0,158 | 0,178 | 0,198 | 0,247 | |
| Material | | | | |||||||||||||||||
| Side Milling (A) and Slotting (B) | UNCOATED | Recommended feed per tooth (fz = mm/z) for side milling (A). For slotting (B), reduce fz by 20%. | ||||||||||||||||||
| A | B | Cutting Speed | D1 | |||||||||||||||||
| ap | ae | ap | Min | Start | Max | mm | 2,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | 25,0 | ||
| N | 1 | Ap1 max | 0,5 x D1 | 1 x D | 500 | 600 | 2000 | fz | 0,022 | 0,044 | 0,055 | 0,066 | 0,088 | 0,110 | 0,132 | 0,153 | 0,176 | 0,198 | 0,220 | 0,275 |
| 2 | Ap1 max | 0,5 x D1 | 1 x D | 500 | 600 | 1500 | fz | 0,020 | 0,040 | 0,048 | 0,059 | 0,079 | 0,099 | 0,119 | 0,138 | 0,158 | 0,178 | 0,198 | 0,247 | |
| 3 | Ap1 max | 0,5 x D1 | 1 x D | 500 | 600 | 1500 | fz | 0,015 | 0,031 | 0,038 | 0,046 | 0,062 | 0,077 | 0,092 | 0,107 | 0,123 | 0,138 | 0,154 | 0,192 | |
| 4 | Ap1 max | 0,5 x D1 | 1 x D | 400 | 450 | 750 | fz | 0,015 | 0,031 | 0,038 | 0,046 | 0,062 | 0,077 | 0,092 | 0,107 | 0,123 | 0,138 | 0,154 | 0,192 | |
| 5 | Ap1 max | 0,5 x D1 | 1 x D | 250 | 400 | 1000 | fz | 0,020 | 0,040 | 0,050 | 0,059 | 0,079 | 0,099 | 0,119 | 0,138 | 0,158 | 0,178 | 0,198 | 0,247 | |