Vítejte
Potvrďte své předvolby
Aktualizovat předvolby
Návrhy produktů
Product Family suggestions
Vítejte, User Name
Vámi vybraný účet:
Vyskytl se problém s vaším účtem. Kontaktujte prosím zákaznickou podporu.
Účet kupujícího Změnit účet
Účet pro příjemce zásilky Změnit účet
- Ovládací panel
- Spravovat objednávky
- Spravovat kanály
- Adresář
Oznámení
Označit vše jako přečtené- Změnit heslo
- Můj profil
- Odhlásit se
Položka (položky) úspěšně přidáno do košíku
Zobrazit košík
Zobrazit košík
Výkonná nástrojová řešení v prodeji nyní. Objednejte nyní.
Položka (položky) úspěšně přidáno do košíku
Zobrazit košík
Zobrazit košík
Úprava řešení
Přidání řešení
Název řešení:{{SolutionName}}- Producty
- /
- Čelní stopkové frézy
- /
- Víceúčelové čelní frézy
- /
- GP
- /
- Stopkové frézy GP • Řada 4002 4012 • Ostré rohy • 2-břité • Metrické
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

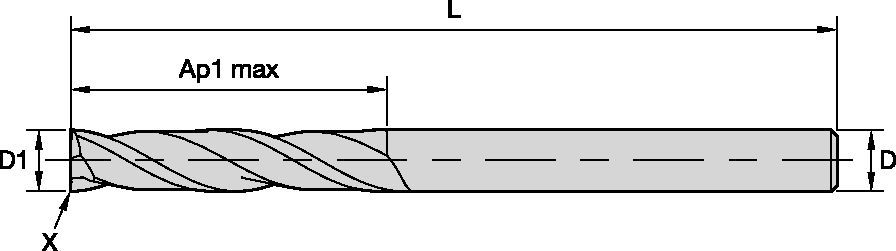
Stopkové frézy GP • Řada 4002 4012 • Ostré rohy • 2-břité • Metrické
Řady 4002 4012 • VariMill™ GP
Vlastnosti a výhody
- Center cutting.
- Chamfered and sharp corners.
- Standard items listed. Additional styles and coatings made-to-order.
Použití
100029627
Ramping: Blank
Slotting: Square End
Corner Style: Corner Chamfer
Shank - Cylindrical Plain
Side Milling/Shoulder Milling: Square End
Helix Angle: 30°
38570
Řezné podmínky • Řada D002 4002 • TiALN • Metrické
 |  |  | |||||||||||||||||||
| Side Milling (A) and Slotting (B) | TiAlN | Recommended feed per tooth (fz = mm/th) for side milling (A). For slotting (B), reduce fz by 20%. | |||||||||||||||||||
| A | B | Cutting Speed | D1 | ||||||||||||||||||
| Material | ap | ae | ap | Min | Max | mm | 1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | Ap1 max | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | Ap1 max | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | Ap1 max | 0,1 x D | 0,5 x D | 140 | – | 190 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | Ap1 max | 0,1 x D | 0,5 x D | 120 | – | 160 | fz | 0,006 | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | Ap1 max | 0,1 x D | 0,5 x D | 90 | – | 150 | fz | 0,005 | 0,011 | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | |
| M | 1 | Ap1 max | 0,1 x D | 0,5 x D | 90 | – | 115 | fz | 0,006 | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | Ap1 max | 0,1 x D | 0,5 x D | 60 | – | 80 | fz | 0,005 | 0,009 | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| K | 1 | Ap1 max | 0,1 x D | 0,5 x D | 120 | – | 150 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 2 | Ap1 max | 0,1 x D | 0,5 x D | 110 | – | 140 | fz | 0,006 | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
Řada D001 D011 2838 4001 • TiAlN • GP 2-břité
 |  |  | |||||||||||||||||||
| Side Milling (A) and Slotting (B) | TiAlN | Recommended feed per tooth (fz = mm/th) for side milling (A). For slotting (B), reduce fz by 20%. | |||||||||||||||||||
| A | B | Cutting Speed | D1 | ||||||||||||||||||
| Material | ap | ae | ap | Min | Max | mm | 1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | Ap1 max | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | Ap1 max | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | Ap1 max | 0,1 x D | 0,5 x D | 140 | – | 190 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | Ap1 max | 0,1 x D | 0,5 x D | 120 | – | 160 | fz | 0,006 | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | Ap1 max | 0,1 x D | 0,5 x D | 90 | – | 150 | fz | 0,005 | 0,010 | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | |
| M | 1 | Ap1 max | 0,1 x D | 0,5 x D | 90 | – | 115 | fz | 0,006 | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | Ap1 max | 0,1 x D | 0,5 x D | 60 | – | 80 | fz | 0,005 | 0,009 | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| K | 1 | Ap1 max | 0,1 x D | 0,5 x D | 120 | – | 150 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 2 | Ap1 max | 0,1 x D | 0,5 x D | 110 | – | 140 | fz | 0,006 | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
Řada 4012 • TiAlN • GP 2-břité
|  | ||||||||||||||||||
| Side Milling (A) | TiAlN | Recommended feed per tooth (fz = mm/th) for side milling (A). | |||||||||||||||||
| A | Cutting Speed | D1 | |||||||||||||||||
| Material | ap | ae | Min | Max | mm | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | Ap1 max | 0,1 x D | 150 | – | 200 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | Ap1 max | 0,1 x D | 150 | – | 200 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | Ap1 max | 0,1 x D | 140 | – | 190 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | Ap1 max | 0,1 x D | 120 | – | 160 | fz | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | Ap1 max | 0,1 x D | 90 | – | 150 | fz | 0,010 | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | |
| M | 1 | Ap1 max | 0,1 x D | 90 | – | 115 | fz | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | Ap1 max | 0,1 x D | 60 | – | 80 | fz | 0,009 | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| K | 1 | Ap1 max | 0,1 x D | 120 | – | 150 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 2 | Ap1 max | 0,1 x D | 110 | – | 140 | fz | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
Řada 4012 • Nepovlakované • GP 2-břité
| | ||||||||||||||
| Side Milling (A) | Uncoated | Recommended feed per tooth (fz = mm/th) for side milling (A). | |||||||||||||
| A | Cutting Speed | D1 | |||||||||||||
| Material | ap | ae | Min | Max | mm | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | ||
| P | 0 | Ap1 max | 0,1 x D | 120 | – | 160 | fz | 0,021 | 0,028 | 0,044 | 0,060 | 0,072 | 0,083 | 0,101 | 0,114 |
| 1 | Ap1 max | 0,1 x D | 120 | – | 160 | fz | 0,021 | 0,028 | 0,044 | 0,060 | 0,072 | 0,083 | 0,101 | 0,114 | |
| 2 | Ap1 max | 0,1 x D | 112 | – | 152 | fz | 0,021 | 0,028 | 0,044 | 0,060 | 0,072 | 0,083 | 0,101 | 0,114 | |
| N | 1 | Ap1 max | 0,1 x D | 400 | – | 1600 | fz | 0,030 | 0,040 | 0,060 | 0,080 | 0,100 | 0,120 | 0,160 | 0,200 |
| 2 | Ap1 max | 0,1 x D | 400 | – | 1200 | fz | 0,024 | 0,032 | 0,048 | 0,064 | 0,080 | 0,096 | 0,128 | 0,160 | |
| 4 | Ap1 max | 0,1 x D | 320 | – | 600 | fz | 0,021 | 0,028 | 0,042 | 0,056 | 0,070 | 0,084 | 0,112 | 0,140 | |