
定価
/個
割引
価格
/個
販売包装単位 0最小包装サイズに合わせて調整されています。
最小数量: 0包装サイズ要件に合わせて調整されています。
在庫ありこの製品は既に廃盤になっております長納期品



 溝加工:側面
溝加工:側面 ミーリング — スルークーラント
ミーリング — スルークーラント シャンク — ストレートWeldon 2 フラット
シャンク — ストレートWeldon 2 フラット 溝加工:T
溝加工:TDownloaded file will be available after import in the {{cadTool}} tool library.
| 製品番号 | 2021382 |
| ISO カタログ ID | 12391603400 |
| ANSIカタログID | 12391603400 |
| Grade | W |
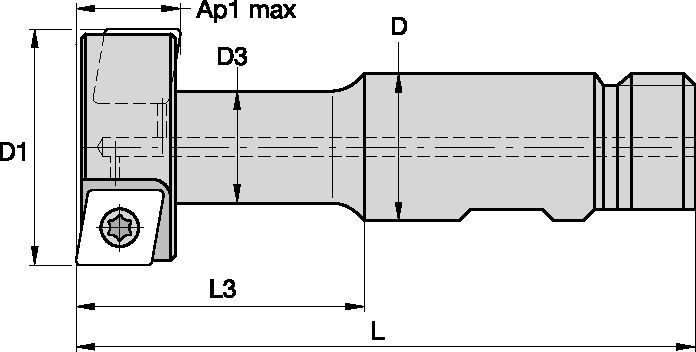
| [D1] Effective Cutting Diameter | 39.875 mm |
| [D1] Effective Cutting Diameter | 1.57 in |
| [D] Adapter / Shank / Bore Diameter | 25 mm |
| [D] Adapter / Shank / Bore Diameter | 0.9843 in |
| [D3] Neck Diameter | 19 mm |
| [D3] Neck Diameter | 0.748 in |
| [L] Overall Length | 105 mm |
| [L] Overall Length | 4.134 in |
| [L3] Usable Length | 49 mm |
| [L3] Usable Length | 1.929 in |
| [AP1MAX] 1st Maximum Cutting Depth | 17.85 mm |
| [AP1MAX] 1st Maximum Cutting Depth | 0.703 in |
| Number of Inserts | 4 |
| [Z] Number of Flutes | 2 |
| Gage Insert | CPNT09T308T |
| Coolant Supply | Y |
| Weight Kilograms | 0.36 |
溝加工:側面ミーリング — スルークーラントシャンク — ストレートWeldon 2 フラット溝加工:T送りと速度を計算するソリューションを作成する
ソリューションを作成したら、送りと速度アイコンを選択するだけで、システムが推奨事項を提供します。マシンと仕様を追加して情報をカスタマイズしたり、スライダーを使用して調整することもできます。
| インサート ブレーカ形状 | 1刃あたりの送り (fz) 径方向の切込み量(ae)に対する割合(%) | インサート ブレーカ形状 | ||||||||||||||
| 5 % | 10 % | 20 % | 30 % | 40 | ||||||||||||
| CPNT06 | 0,12 | 0,29 | 0,46 | 0,09 | 0,21 | 0,33 | 0,07 | 0,16 | 0,25 | 0,06 | 0,14 | 0,22 | 0,05 | 0,13 | 0,20 | CPNT06 |
| CPNT08 | 0,12 | 0,29 | 0,46 | 0,09 | 0,21 | 0,33 | 0,07 | 0,16 | 0,25 | 0,06 | 0,14 | 0,22 | 0,05 | 0,13 | 0,20 | CPNT08 |
| CPNT09 | 0,12 | 0,29 | 0,46 | 0,08 | 0,21 | 0,33 | 0,06 | 0,16 | 0,25 | 0,06 | 0,14 | 0,22 | 0,05 | 0,13 | 0,20 | CPNT09 |
| CPNT12 | 0,12 | 0,35 | 0,58 | 0,08 | 0,25 | 0,42 | 0,06 | 0,19 | 0,32 | 0,06 | 0,16 | 0,28 | 0,05 | 0,15 | 0,25 | CPNT12 |
| 軽切削加工 | 汎用 | 重切削加工 |
| 被削材 グループ | THM | TTM08 | WK15CM | WP35CM | WP40PM | |||||||||||
| P | 0 | – | – | – | – | – | – | – | – | – | 455 | 395 | 370 | 295 | 260 | 245 |
| 1 | – | – | – | 230 | 200 | 190 | – | – | – | 455 | 395 | 370 | 295 | 260 | 245 | |
| 2 | – | – | – | 195 | 170 | 140 | – | – | – | 280 | 255 | 230 | 250 | 215 | 180 | |
| 3 | – | – | – | 180 | 150 | 125 | – | – | – | 255 | 230 | 205 | 230 | 195 | 160 | |
| 4 | – | – | – | 160 | 130 | 105 | – | – | – | 190 | 175 | 160 | 205 | 170 | 135 | |
| 5 | – | – | – | – | – | – | – | – | – | 260 | 230 | 210 | 170 | 155 | 135 | |
| 6 | – | – | – | – | – | – | – | – | – | 160 | 135 | 110 | 150 | 115 | 90 | |
| M | 1 | – | – | – | – | – | – | – | – | – | 205 | 185 | 155 | 195 | 170 | 155 |
| 2 | – | – | – | – | – | – | – | – | – | 185 | 160 | 140 | 175 | 150 | 125 | |
| 3 | – | – | – | – | – | – | – | – | – | 145 | 130 | 115 | 130 | 115 | 90 | |
| K | 1 | 120 | 90 | 75 | – | – | – | 420 | 385 | 340 | 295 | 265 | 240 | – | – | – |
| 2 | 125 | 100 | 70 | – | – | – | 335 | 295 | 275 | 235 | 210 | 190 | – | – | – | |
| 3 | 130 | 95 | 60 | – | – | – | 280 | 250 | 230 | 195 | 175 | 160 | – | – | – | |
| N | 1 | 900 | 600 | 500 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | 685 | 465 | 385 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | 450 | 280 | 200 | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – | – | – | – | 40 | 35 | 30 |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | 40 | 35 | 30 | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | 50 | 40 | 30 | |
| 4 | – | – | – | – | – | – | – | – | – | 66 | 50 | 33 | 65 | 50 | 35 | |
| H | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 被削材 グループ | 軽切削加工 | 汎用 | 重切削加工 | |||
| ブレーカ 形状 | 材種 | ブレーカ 形状 | 材種 | ブレーカ 形状 | 材種 | |
| P1–P2 | CPNT | WP40PM | CPNT | WP40PM | CPNT | WP40PM |
| P3–P4 | CPNT | WP35CM | CPNT | WP35CM | CPNT | WP35CM |
| P5–P6 | CPNT | WP35CM | CPNT | WP40PM | CPNT | WP40PM |
| M1–M2 | CPNT | WP40PM | CPNT | WP40PM | CPNT | WP40PM |
| M3 | CPNT | TN7535 | CPNT | WP35CM | CPNT | WP35CM |
| K1–K2 | CPNT | WK15CM | CPNT | WK15CM | CPNT | WK15CM |
| K3 | CPNT | WK15CM | CPNT | WP35CM | CPNT | WP35CM |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
I have read and accepted the Terms & Conditions of use











ISO製品型番
ANSI製品型番
to find similar products.Please select a file to download
Models
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO製品型番 | 材種 |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?