ようこそ
設定をご確認ください
設定の更新
提案製品
Product Family suggestions
ソリューション編集
ソリューション追加
ソリューション名:{{SolutionName}}- 製品
- /
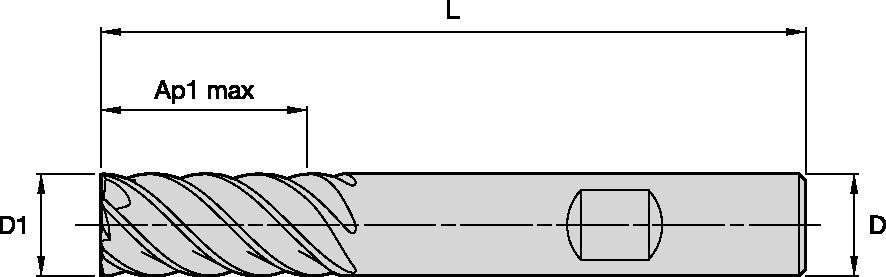
- 仕上げ加工工具 • D507およびD517シリーズ • シャープな刃先 • メトリック
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

仕上げ加工工具 • D507およびD517シリーズ • シャープな刃先 • メトリック
D507およびD517シリーズ • メトリック
特徴と利点
- センターカット。
- 標準品目リストあり。この他にも、各種スタイルおよびコーティングに注文対応可能。
使用法と用途
コーナーのタイプ:スクエアエンド
シャンク — ストレートWeldon
側面加工/ショルダー加工:スクエアエンド
ねじれ角: 45°
38551
工具寸法:フルートの構造: 6
 |  | |||||||||||||||
| Side Milling (A) | WP15PE | Recommended feed per tooth (fz = mm/th) for side milling (A). | ||||||||||||||
| A | Cutting Speed | D1 | ||||||||||||||
| Material | ap | ae | Min | Max | mm | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | 1,0 x D | 0,2 x D | 150 | – | 200 | fz | 0,028 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | 1,0 x D | 0,2 x D | 150 | – | 200 | fz | 0,028 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | 1,0 x D | 0,2 x D | 140 | – | 190 | fz | 0,028 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | 1,0 x D | 0,1 x D | 120 | – | 160 | fz | 0,023 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | 1,0 x D | 0,1 x D | 90 | – | 150 | fz | 0,021 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | |
| 5 | 1,0 x D | 0,1 x D | 60 | – | 100 | fz | 0,019 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| 6 | 1,0 x D | 0,1 x D | 50 | – | 75 | fz | 0,016 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | |
| M | 1 | 1,0 x D | 0,1 x D | 90 | – | 115 | fz | 0,023 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | 1,0 x D | 0,1 x D | 60 | – | 80 | fz | 0,019 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| 3 | 1,0 x D | 0,1 x D | 60 | – | 70 | fz | 0,016 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | |
| K | 1 | 1,0 x D | 0,1 x D | 120 | – | 150 | fz | 0,028 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 2 | 1,0 x D | 0,1 x D | 110 | – | 140 | fz | 0,023 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 3 | 1,0 x D | 0,1 x D | 110 | – | 130 | fz | 0,019 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| S | 1 | 1,0 x D | 0,1 x D | 50 | – | 90 | fz | 0,023 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | 1,0 x D | 0,1 x D | 25 | – | 40 | fz | 0,013 | 0,019 | 0,026 | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | |
| 3 | 1,0 x D | 0,15 x D | 25 | – | 40 | fz | 0,013 | 0,019 | 0,026 | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | |
| 4 | 1,0 x D | 0,15 x D | 50 | – | 60 | fz | 0,016 | 0,026 | 0,037 | 0,045 | 0,052 | 0,058 | 0,064 | 0,069 | 0,074 | |
| H | 1 | 1,0 x D | 0,1 x D | 80 | – | 140 | Fz | 0,021 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 |
| | |||||||||||||||
| Side Milling (A) | WP15PE | Recommended feed per tooth (fz = mm/th) for side milling (A). | ||||||||||||||
| A | Cutting Speed | D1 | ||||||||||||||
| Material | ap | ae | Min | Max | mm | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | Ap1 max | 0,05 x D | 150 | – | 200 | fz | 0,028 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | Ap1 max | 0,05 x D | 150 | – | 200 | fz | 0,028 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | Ap1 max | 0,05 x D | 140 | – | 190 | fz | 0,028 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | Ap1 max | 0,05 x D | 120 | – | 160 | fz | 0,023 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | Ap1 max | 0,05 x D | 90 | – | 150 | fz | 0,021 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | |
| 5 | Ap1 max | 0,05 x D | 60 | – | 100 | fz | 0,019 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| 6 | Ap1 max | 0,05 x D | 50 | – | 75 | fz | 0,016 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | |
| M | 1 | Ap1 max | 0,05 x D | 90 | – | 115 | fz | 0,023 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | Ap1 max | 0,05 x D | 60 | – | 80 | fz | 0,019 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| 3 | Ap1 max | 0,05 x D | 60 | – | 70 | fz | 0,016 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | |
| K | 1 | Ap1 max | 0,05 x D | 120 | – | 150 | fz | 0,028 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 2 | Ap1 max | 0,05 x D | 110 | – | 140 | fz | 0,023 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 3 | Ap1 max | 0,05 x D | 110 | – | 130 | fz | 0,019 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| S | 1 | Ap1 max | 0,04 x D | 50 | – | 90 | fz | 0,023 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | Ap1 max | 0,04 x D | 25 | – | 40 | fz | 0,013 | 0,019 | 0,026 | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | |
| 3 | Ap1 max | 0,05 x D | 25 | – | 40 | fz | 0,013 | 0,019 | 0,026 | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | |
| 4 | Ap1 max | 0,05 x D | 50 | – | 60 | fz | 0,016 | 0,026 | 0,037 | 0,045 | 0,052 | 0,058 | 0,064 | 0,069 | 0,074 | |
| H | 1 | Ap1 max | 0,04 x D | 80 | – | 140 | Fz | 0,021 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 |