
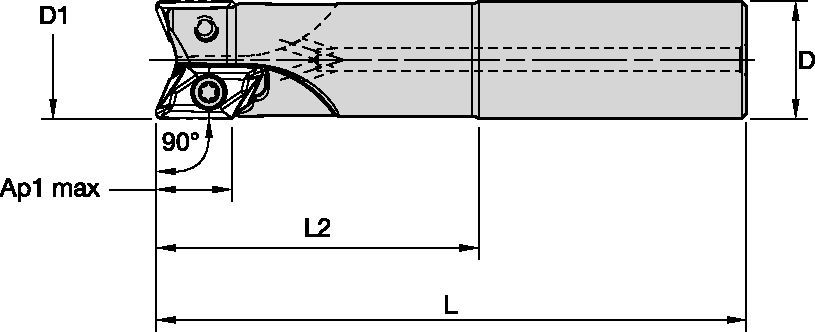
VHSC • Fresas de topo cilíndricas • Métrico
Fresas de topo cilíndricas • Métrico
Características e benefícios
- Aumento da produtividade da MRR (taxa de remoção de material) em até 525 pol.3/min (8600 cm3/min) na usinagem de componentes de alumínio.
- Apenas um estilo de corpo da fresa para carregar inserto com raios de ponta de 0,008" (0,2 mm) a 0,236" (6 mm).
- Tamanho de padrão axial compatível com raios de ponta de inserto de 0,008" (0,2 mm) a 0,236" (6 mm).
- A melhor solução da categoria para usinagem de paredes finas e de rebaixamento.
Usos e aplicações
Fresamento helicoidal
Helical Milling
Fresamento de rampa: blank
Haste — Cilíndrica lisa
Fresamento — Refrigeração interna
Fresamento de cavidade
Inclined Square End Mill