牌价
/每个
折扣
您的价格
/每个
出售时采用的包装 0调整以满足最小包装尺寸。
最小数量: 0调整以达到最低订单数量。
有库存这个产品不再供应较长交货期




 端面铣削
端面铣削 槽铣: 方头立铣
槽铣: 方头立铣 侧铣/方肩铣削: 球形刀尖
侧铣/方肩铣削: 球形刀尖 3D仿形加工
3D仿形加工 铣削 — 贯通式冷却
铣削 — 贯通式冷却 刀柄 — 圆柱 Weldon 2平底
刀柄 — 圆柱 Weldon 2平底 刀座
刀座Downloaded file will be available after import in the {{cadTool}} tool library.
| 物料号 | 5283437 |
| 公制样本编号 | M200D125Z03W125RN10 |
| 英制样本编号 | M200D125Z03W125RN10 |
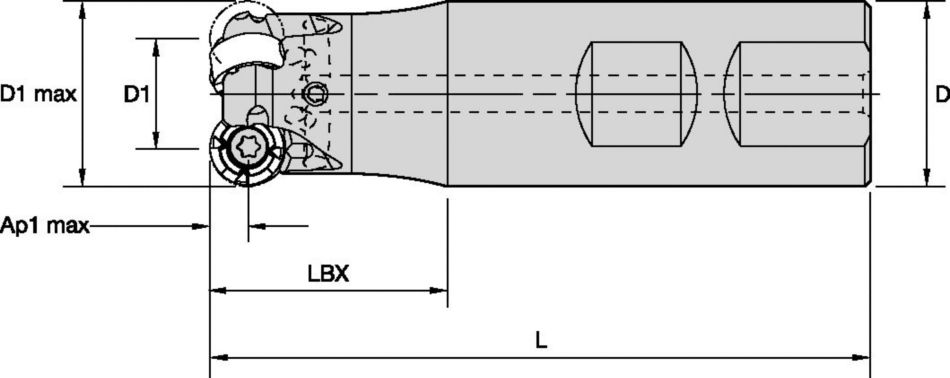
| [D1MAX] 最大切削直径 | 31.75 mm |
| [D1MAX] 最大切削直径 | 1.25 in |
| [D1] 有效的切削直径 | 21.75 mm |
| [D1] 有效的切削直径 | 0.856 in |
| [D]适配接头/刀柄/镗孔直径 | 31.7 mm |
| [D]适配接头/刀柄/镗孔直径 | 1.25 in |
| [L] 总长 | 108.71 mm |
| [L] 总长 | 4.28 in |
| [LBX] 最大钻体长度 | 50.8 mm |
| [LBX] 最大钻体长度 | 2 in |
| [AP1MAX] 第一个最大切深 | 5 mm |
| [AP1MAX] 第一个最大切深 | 0.2 in |
| 刀片数量 | 3 |
| 最大坡铣角度 | 0.49 |
| 最大 RPM | 48500 |
| 冷却液供应 | Y |
| 重量(磅) | 1.2 |
端面铣削槽铣: 方头立铣侧铣/方肩铣削: 球形刀尖3D仿形加工铣削 — 贯通式冷却刀柄 — 圆柱 Weldon 2平底刀座通过创建解决方案计算速度和进给
创建解决方案后,只需选择进给和速度图标,我们的系统将提供建议。您可以通过添加您的机床和参数来定制信息,或者使用滑块进行调整。
| 刀片槽型 | 每齿进给量设定值 (fz) 切削宽度 (ae)与刀盘直径百分比 | 刀片槽型 | ||||||||||||||
| 5 % | 10 % | 20 % | 30 % | 40 | ||||||||||||
| ALP | 0,12 | 0,20 | 0,28 | 0,08 | 0,15 | 0,20 | 0,06 | 0,11 | 0,15 | 0,06 | 0,09 | 0,13 | 0,05 | 0,09 | 0,12 | ALP |
| ML | 0,13 | 0,44 | 0,80 | 0,10 | 0,32 | 0,57 | 0,07 | 0,24 | 0,43 | 0,06 | 0,21 | 0,37 | 0,06 | 0,19 | 0,34 | ML |
| MM | 0,28 | 0,50 | 0,91 | 0,20 | 0,36 | 0,66 | 0,15 | 0,27 | 0,49 | 0,13 | 0,24 | 0,43 | 0,12 | 0,22 | 0,39 | MM |
| MH | 0,46 | 0,58 | 0,96 | 0,33 | 0,42 | 0,69 | 0,25 | 0,31 | 0,51 | 0,22 | 0,27 | 0,45 | 0,20 | 0,25 | 0,41 | MH |
| 轻切削 | 中等切削 | 重切削 |
| 刀片槽型 | 每齿进给量设定值 (fz) 切削宽度 (ae)与刀盘直径百分比 | 刀片槽型 | ||||||||||||||
| 5 % | 10 % | 20 % | 30 % | 40 | ||||||||||||
| ALP | 0,12 | 0,20 | 0,28 | 0,08 | 0,15 | 0,20 | 0,06 | 0,11 | 0,15 | 0,06 | 0,09 | 0,13 | 0,05 | 0,09 | 0,12 | ALP |
| ML | 0,27 | 0,92 | 1,67 | 0,20 | 0,66 | 1,19 | 0,15 | 0,49 | 0,89 | 0,13 | 0,43 | 0,77 | 0,12 | 0,39 | 0,71 | ML |
| MM | 0,58 | 1,05 | 1,92 | 0,42 | 0,75 | 1,37 | 0,31 | 0,56 | 1,02 | 0,27 | 0,49 | 0,88 | 0,25 | 0,45 | 0,81 | MM |
| MH | 0,96 | 1,21 | 2,02 | 0,69 | 0,87 | 1,43 | 0,52 | 0,65 | 1,06 | 0,45 | 0,56 | 0,93 | 0,41 | 0,52 | 0,85 | MH |
| 刀片槽型 | 每齿进给量设定值 (fz) 切削宽度 (ae)与刀盘直径百分比 | 刀片槽型 | ||||||||||||||
| 5 % | 10 % | 20 % | 30 % | 40 | ||||||||||||
| ALP | 0,12 | 0,20 | 0,28 | 0,08 | 0,15 | 0,20 | 0,06 | 0,11 | 0,15 | 0,06 | 0,09 | 0,13 | 0,05 | 0,09 | 0,12 | ALP |
| ML | 0,15 | 0,51 | 0,92 | 0,11 | 0,37 | 0,66 | 0,08 | 0,27 | 0,49 | 0,07 | 0,24 | 0,43 | 0,07 | 0,22 | 0,39 | ML |
| MM | 0,32 | 0,58 | 1,06 | 0,23 | 0,42 | 0,76 | 0,18 | 0,31 | 0,57 | 0,15 | 0,27 | 0,49 | 0,14 | 0,25 | 0,45 | MM |
| MH | 0,54 | 0,67 | 1,11 | 0,39 | 0,48 | 0,80 | 0,29 | 0,36 | 0,59 | 0,25 | 0,32 | 0,52 | 0,23 | 0,29 | 0,47 | MH |
| 刀片槽型 | 每齿进给量设定值 (fz) 切削宽度 (ae)与刀盘直径百分比 | 刀片槽型 | ||||||||||||||
| 5 % | 10 % | 20 % | 30 % | 40 | ||||||||||||
| ALP | 0,12 | 0,20 | 0,28 | 0,08 | 0,15 | 0,20 | 0,06 | 0,11 | 0,15 | 0,06 | 0,09 | 0,13 | 0,05 | 0,09 | 0,12 | ALP |
| ML | 0,20 | 0,67 | 1,21 | 0,14 | 0,48 | 0,87 | 0,11 | 0,36 | 0,65 | 0,09 | 0,31 | 0,56 | 0,09 | 0,29 | 0,52 | ML |
| MM | 0,43 | 0,77 | 1,39 | 0,31 | 0,55 | 1,00 | 0,23 | 0,41 | 0,74 | 0,20 | 0,36 | 0,65 | 0,18 | 0,33 | 0,59 | MM |
| MH | 0,70 | 0,88 | 1,46 | 0,51 | 0,63 | 1,04 | 0,38 | 0,47 | 0,78 | 0,33 | 0,41 | 0,68 | 0,30 | 0,38 | 0,62 | MH |
| 轻切削 | 中等切削 | 重切削 |
| 刀片槽型 | 每齿进给量设定值 (fz) 切削宽度 (ae)与刀盘直径百分比 | 刀片槽型 | ||||||||||||||
| 5% | 10% | 20% | 30% | 40 | ||||||||||||
| ALP | .005 | .007 | .009 | .003 | .005 | .007 | .003 | .004 | .005 | .002 | .003 | .004 | .002 | .003 | .004 | ALP |
| ML | .005 | .017 | .031 | .004 | .013 | .023 | .003 | .009 | .017 | .002 | .008 | .015 | .002 | .008 | .014 | ML |
| MM | .011 | .020 | .036 | .008 | .014 | .026 | .006 | .011 | .019 | .005 | .009 | .017 | .005 | .009 | .015 | MM |
| MH | .018 | .023 | .038 | .013 | .016 | .027 | .010 | .012 | .020 | .009 | .011 | .018 | .008 | .010 | .016 | MH |
| 刀片槽型 | 每齿进给量设定值 (fz) 切削宽度 (ae)与刀盘直径百分比 | 刀片槽型 | ||||||||||||||
| 5% | 10% | 20% | 30% | 40 | ||||||||||||
| ALP | .005 | .007 | .009 | .003 | .005 | .007 | .003 | .004 | .005 | .002 | .003 | .004 | .002 | .003 | .004 | ALP |
| ML | .006 | .020 | .036 | .004 | .014 | .026 | .003 | .011 | .020 | .003 | .009 | .017 | .003 | .009 | .016 | ML |
| MM | .013 | .023 | .041 | .009 | .016 | .030 | .007 | .012 | .022 | .006 | .011 | .019 | .005 | .010 | .018 | MM |
| MH | .021 | .026 | .044 | .015 | .019 | .031 | .011 | .014 | .023 | .010 | .012 | .020 | .009 | .011 | .019 | MH |
| 刀片槽型 | 每齿进给量设定值 (fz) 切削宽度 (ae)与刀盘直径百分比 | 刀片槽型 | ||||||||||||||
| 5% | 10% | 20% | 30% | 40 | ||||||||||||
| ALP | .005 | .007 | .009 | .003 | .005 | .007 | .003 | .004 | .005 | .002 | .003 | .004 | .002 | .003 | .004 | ALP |
| ML | .011 | .036 | .066 | .008 | .026 | .047 | .006 | .019 | .035 | .005 | .017 | .030 | .005 | .015 | .028 | ML |
| MM | .023 | .041 | .075 | .016 | .029 | .053 | .012 | .022 | .040 | .011 | .019 | .035 | .010 | .018 | .032 | MM |
| MH | .038 | .048 | .079 | .027 | .034 | .056 | .020 | .025 | .042 | .018 | .022 | .036 | .016 | .020 | .033 | MH |
| 刀片槽型 | 每齿进给量设定值 (fz) 切削宽度 (ae)与刀盘直径百分比 | 刀片槽型 | ||||||||||||||
| 5% | 10% | 20% | 30% | 40 | ||||||||||||
| ALP | .005 | .007 | .009 | .003 | .005 | .007 | .003 | .004 | .005 | .002 | .003 | .004 | .002 | .003 | .004 | ALP |
| ML | .008 | .026 | .048 | .006 | .019 | .034 | .004 | .014 | .026 | .004 | .012 | .022 | .003 | .011 | .020 | ML |
| MM | .017 | .030 | .054 | .012 | .022 | .039 | .009 | .016 | .029 | .008 | .014 | .025 | .007 | .013 | .023 | MM |
| MH | .028 | .035 | .058 | .020 | .025 | .041 | .015 | .019 | .031 | .013 | .016 | .027 | .012 | .015 | .024 | MH |
| 材料 分组 | WK15CM | WK15PM | WN25PM | WP20CM | WP25PM | |||||||||||
| P | 1 | – | – | – | – | – | – | – | – | – | 660 | 580 | 540 | 395 | 340 | 325 |
| 2 | – | – | – | – | – | – | – | – | – | 410 | 370 | 330 | 330 | 290 | 240 | |
| 3 | – | – | – | – | – | – | – | – | – | 370 | 330 | 305 | 305 | 260 | 210 | |
| 4 | – | – | – | – | – | – | – | – | – | 275 | 260 | 230 | 270 | 220 | 180 | |
| 5 | – | – | – | – | – | – | – | – | – | 330 | 300 | 275 | 220 | 205 | 180 | |
| 6 | – | – | – | – | – | – | – | – | – | 230 | 205 | 175 | 200 | 150 | 120 | |
| M | 1 | – | – | – | – | – | – | – | – | – | 270 | 240 | 210 | 245 | 215 | 200 |
| 2 | – | – | – | – | – | – | – | – | – | 245 | 210 | 190 | 220 | 190 | 155 | |
| 3 | – | – | – | – | – | – | – | – | – | 190 | 175 | 150 | 170 | 145 | 115 | |
| K | 1 | 505 | 460 | 410 | 400 | 290 | 215 | – | – | – | 430 | 390 | 355 | 275 | 245 | 220 |
| 2 | 400 | 355 | 330 | 350 | 235 | 170 | – | – | – | 340 | 305 | 280 | 215 | 190 | 180 | |
| 3 | 335 | 300 | 275 | 280 | 245 | 165 | – | – | – | 290 | 260 | 240 | 180 | 160 | 145 | |
| N | 1 | – | – | – | – | – | – | 1290 | 1135 | 1050 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | 1135 | 1050 | 910 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | 1135 | 1050 | 910 | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – | – | – | – | 50 | 40 | 30 |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | 50 | 40 | 30 | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | 60 | 50 | 30 | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | 85 | 60 | 40 | |
| H | 1 | – | – | – | – | – | – | – | – | – | 170 | 140 | 115 | 145 | 110 | 85 |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 材料 分组 | WP35CM | WP40PM | WS30PM | WS40PM | WU35PM | |||||||||||
| P | 1 | 545 | 475 | 445 | 355 | 310 | 295 | 445 | 385 | 360 | 280 | 245 | 230 | 310 | 275 | 260 |
| 2 | 335 | 305 | 275 | 300 | 260 | 215 | 365 | 325 | 265 | 235 | 205 | 170 | 265 | 230 | 190 | |
| 3 | 305 | 275 | 245 | 275 | 235 | 190 | 340 | 290 | 235 | 215 | 185 | 150 | 240 | 205 | 170 | |
| 4 | 230 | 210 | 190 | 245 | 205 | 160 | 300 | 245 | 200 | 195 | 160 | 130 | 215 | 180 | 145 | |
| 5 | 310 | 275 | 250 | 205 | 185 | 160 | 245 | 230 | 200 | 160 | 140 | 130 | 180 | 160 | 145 | |
| 6 | 190 | 160 | 130 | 180 | 140 | 110 | 220 | 170 | 130 | 140 | 110 | 85 | 155 | 120 | 95 | |
| M | 1 | 245 | 220 | 185 | 235 | 205 | 185 | 270 | 240 | 220 | 260 | 190 | 115 | 205 | 180 | 160 |
| 2 | 220 | 190 | 170 | 210 | 180 | 150 | 245 | 215 | 175 | 230 | 170 | 105 | 185 | 155 | 130 | |
| 3 | 175 | 155 | 140 | 155 | 140 | 110 | 185 | 160 | 125 | 190 | 140 | 80 | 140 | 120 | 95 | |
| K | 1 | 355 | 320 | 290 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | 280 | 250 | 230 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | 235 | 210 | 190 | – | – | – | – | – | – | – | – | – | – | – | – | |
| N | 1 | – | – | – | – | – | – | – | – | – | 1075 | 945 | 945 | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | 945 | 875 | 845 | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | 875 | 760 | 760 | – | – | – | |
| S | 1 | – | – | – | 50 | 40 | 35 | 55 | 50 | 35 | 62 | 45 | 27 | 40 | 35 | 30 |
| 2 | – | – | – | 50 | 40 | 35 | 55 | 50 | 35 | 55 | 40 | 26 | 40 | 35 | 30 | |
| 3 | – | – | – | 60 | 50 | 35 | 65 | 55 | 35 | 64 | 46 | 29 | 55 | 40 | 30 | |
| 4 | 80 | 60 | 40 | 80 | 60 | 40 | 100 | 70 | 50 | 90 | 66 | 42 | 70 | 55 | 35 | |
| H | 1 | – | – | – | – | – | – | 160 | 120 | 90 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 材料 分组 | WK15CM | WN25PM | WP20CM | WP25PM | WP35CM | WP40PM | WS30PM | WU35PM | |||||||||||||||||
| P | 1 | – | – | – | – | – | – | 2165 | 1910 | 1770 | 1295 | 1120 | 1060 | 1790 | 1555 | 1460 | 1165 | 1025 | 965 | 1460 | 1260 | 1180 | 1025 | 905 | 845 |
| 2 | – | – | – | – | – | – | 1340 | 1220 | 1080 | 1080 | 940 | 785 | 1105 | 1000 | 905 | 985 | 845 | 710 | 1200 | 1060 | 865 | 865 | 750 | 630 | |
| 3 | – | – | – | – | – | – | 1220 | 1080 | 1000 | 1000 | 845 | 690 | 1000 | 905 | 805 | 905 | 770 | 630 | 1120 | 940 | 770 | 785 | 670 | 550 | |
| 4 | – | – | – | – | – | – | 905 | 845 | 750 | 890 | 725 | 590 | 750 | 690 | 630 | 805 | 670 | 535 | 985 | 805 | 650 | 710 | 590 | 475 | |
| 5 | – | – | – | – | – | – | 1080 | 985 | 905 | 725 | 670 | 590 | 1025 | 905 | 830 | 670 | 610 | 535 | 805 | 750 | 650 | 590 | 535 | 475 | |
| 6 | – | – | – | – | – | – | 750 | 670 | 570 | 650 | 490 | 395 | 630 | 535 | 430 | 590 | 450 | 355 | 725 | 550 | 430 | 510 | 395 | 310 | |
| M | 1 | – | – | – | – | – | – | 890 | 785 | 690 | 805 | 710 | 650 | 805 | 725 | 610 | 770 | 670 | 610 | 890 | 785 | 725 | 670 | 590 | 535 |
| 2 | – | – | – | – | – | – | 805 | 690 | 630 | 725 | 630 | 510 | 725 | 630 | 550 | 690 | 590 | 490 | 805 | 710 | 570 | 610 | 510 | 430 | |
| 3 | – | – | – | – | – | – | 630 | 570 | 490 | 550 | 475 | 370 | 570 | 510 | 450 | 510 | 450 | 355 | 610 | 535 | 415 | 450 | 395 | 310 | |
| K | 1 | 1655 | 1520 | 1340 | – | – | – | 1415 | 1280 | 1165 | 905 | 805 | 725 | 1165 | 1045 | 940 | – | – | – | – | – | – | – | – | – |
| 2 | 1320 | 1165 | 1080 | – | – | – | 1120 | 1000 | 925 | 710 | 630 | 590 | 925 | 830 | 750 | – | – | – | – | – | – | – | – | – | |
| 3 | 1105 | 985 | 905 | – | – | – | 940 | 845 | 785 | 590 | 535 | 475 | 770 | 690 | 630 | – | – | – | – | – | – | – | – | – | |
| N | 1 | – | – | – | 4230 | 3720 | 3445 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | 3720 | 3445 | 2995 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | 3720 | 3445 | 2995 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – | 155 | 140 | 95 | – | – | – | 155 | 140 | 120 | 180 | 155 | 120 | 140 | 120 | 95 |
| 2 | – | – | – | – | – | – | – | – | – | 155 | 140 | 95 | – | – | – | 155 | 140 | 120 | 180 | 155 | 120 | 140 | 120 | 95 | |
| 3 | – | – | – | – | – | – | – | – | – | 200 | 155 | 95 | – | – | – | 200 | 155 | 120 | 215 | 180 | 120 | 180 | 140 | 95 | |
| 4 | – | – | – | – | – | – | – | – | – | 275 | 200 | 140 | 260 | 200 | 130 | 260 | 200 | 140 | 335 | 235 | 155 | 235 | 180 | 120 | |
| H | 1 | – | – | – | – | – | – | 550 | 450 | 370 | 475 | 355 | 275 | – | – | – | – | – | – | 535 | 395 | 295 | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 轻切削 | 中等切削 | 重切削 | ||||
| 材料 分组 | 槽型 | 材质 | 槽型 | 材质 | 槽型 | 材质 |
| P1–P2 | ML | WP25PM | MM | WP40PM | MM | WP40PM |
| P3–P4 | ML | WP25PM | MM | WP25PM | MH | WP40PM |
| P5–P6 | ML | WP35CM | MM | WP35CM | MH | WP35CM |
| M1–M2 | ML | WP25PM | ML | WU35PM | MM | WU35PM |
| M3 | ML | WP25PM | MM | WU35PM | MM | WU35PM |
| K1–K2 | MH | WK15CM | MH | WK15CM | MH | WP20CM |
| K3 | MH | WK15CM | MH | WK15CM | MH | WP25PM |
| N1–N2 | ALP | WN25PM | ALP | WN25PM | ALP | WN25PM |
| N3 | ALP | WN25PM | ALP | WN25PM | ALP | WN25PM |
| S1–S2 | ML | WS30PM | MM | WS30PM | MM | WU35PM |
| S3 | ML | WS30PM | MM | WU35PM | MM | WU35PM |
| S4 | ML | WS30PM | MM | WU35PM | MM | WU35PM |
| H1 | MH | WP25PM | MH | WP20CM | – | – |
I have read and accepted the Terms & Conditions of use











ISO Catalog
ANSI Catalog
to find similar products.Please select a file to download
Models
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO Catalog | Grade |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?