欢迎
请确认您的首选项
更新首选项
产品建议
Product Family suggestions
编辑解决方案
添加解决方案
解决方案名称:{{SolutionName}}- 产品
- /
- 硬质合金立铣刀
- /
- 高性能整体硬质合金立铣刀
- /
- VariMill™
- /
- VariMill III™ ER • Series 7V1E 7V2E • Square End • 7 Flute • Inch
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

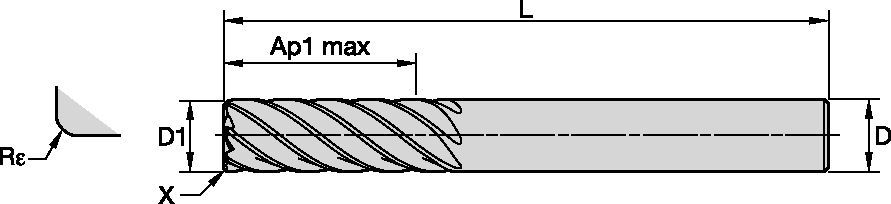
VariMill III™ ER • Series 7V1E 7V2E • Square End • 7 Flute • Inch
VariMill™
Features and benefits
- Unequal flute spacing
- Center cutting
- Ramping angle 3°
- Optimized for difficult-to-machine workpiece materials
- Semi-finishing to finishing applications
- High-speed machining capability
- Standard items listed and additional styles and coatings made-to-order
Uses and application
Trochoidal Milling
Flute Configuration: 7
坡铣: 毛坯
侧铣/方肩铣削: 方头立铣
刀尖类型: 刀尖半径
刀柄 — 圆柱 平面
螺旋角: 38°
SAFE-LOCK Shank
Application Data • VariMill III™ ER • Series 7V1E • Semi-Finishing • Inch
| Material |  |  | ||||||||||
| Side Milling (A) | WS15PE | Recommended feed per tooth (IPT = inch/th) for side milling (A). | ||||||||||
| A | Cutting Speed | D1 | ||||||||||
| frac. | 3/8 | 1/2 | 5/8 | 3/4 | 1 | |||||||
| ap | ae | Min | Max | dec. | .3750 | .5000 | .6250 | .7500 | 1.0000 | |||
| P | 4 | Ap1 max | 0.1 x D | 300 | – | 490 | IPT | 0.0020 | 0.0026 | 0.0030 | 0.0034 | 0.0039 |
| 5 | Ap1 max | 0.1 x D | 200 | – | 330 | IPT | 0.0018 | 0.0023 | 0.0027 | 0.0031 | 0.0036 | |
| M | 1 | Ap1 max | 0.1 x D | 300 | – | 380 | IPT | 0.0023 | 0.0029 | 0.0034 | 0.0039 | 0.0045 |
| 2 | Ap1 max | 0.1 x D | 200 | – | 260 | IPT | 0.0018 | 0.0023 | 0.0027 | 0.0031 | 0.0036 | |
| 3 | Ap1 max | 0.1 x D | 200 | – | 230 | IPT | 0.0015 | 0.0019 | 0.0022 | 0.0025 | 0.0028 | |
| S | 1 | Ap1 max | 0.1 x D | 160 | – | 300 | IPT | 0.0023 | 0.0029 | 0.0034 | 0.0039 | 0.0045 |
| 2 | Ap1 max | 0.1 x D | 80 | – | 130 | IPT | 0.0012 | 0.0015 | 0.0018 | 0.0021 | 0.0024 | |
| 3 | Ap1 max | 0.1 x D | 80 | – | 130 | IPT | 0.0012 | 0.0015 | 0.0018 | 0.0021 | 0.0024 | |
| 4 | Ap1 max | 0.1 x D | 160 | – | 200 | IPT | 0.0017 | 0.0021 | 0.0025 | 0.0028 | 0.0033 | |
| H | 1 | Ap1 max | 0.1 x D | 260 | – | 460 | IPT | 0.0020 | 0.0026 | 0.0030 | 0.0034 | 0.0039 |
| 2 | Ap1 max | 0.1 x D | 230 | – | 390 | IPT | 0.0015 | 0.0019 | 0.0022 | 0.0025 | 0.0028 | |
Application Data • VariMill III™ ER • Series 7V1E • Finishing • Inch
| Material | | | ||||||||||
| Side Milling (A) | WS15PE | Recommended feed per tooth (IPT = inch/th) for side milling (A). | ||||||||||
| A | Cutting Speed | D1 | ||||||||||
| frac. | 3/8 | 1/2 | 5/8 | 3/4 | 1 | |||||||
| ap | ae | Min | Max | dec. | .3750 | .5000 | .6250 | .7500 | 1.0000 | |||
| P | 4 | Ap1 max | 0.06 x D | 590 | - | 980 | IPT | 0.0025 | 0.0031 | 0.0036 | 0.0040 | 0.0046 |
| 5 | Ap1 max | 0.06 x D | 390 | - | 660 | IPT | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0043 | |
| M | 1 | Ap1 max | 0.06 x D | 590 | - | 750 | IPT | 0.0027 | 0.0035 | 0.0041 | 0.0046 | 0.0054 |
| 2 | Ap1 max | 0.06 x D | 390 | - | 520 | IPT | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0043 | |
| 3 | Ap1 max | 0.06 x D | 390 | - | 460 | IPT | 0.0018 | 0.0023 | 0.0027 | 0.0030 | 0.0034 | |
| S | 1 | Ap1 max | 0.06 x D | 160 | - | 300 | IPT | 0.0023 | 0.0029 | 0.0034 | 0.0039 | 0.0045 |
| 2 | Ap1 max | 0.06 x D | 80 | - | 130 | IPT | 0.0012 | 0.0015 | 0.0018 | 0.0021 | 0.0024 | |
| 3 | Ap1 max | 0.06 x D | 80 | - | 130 | IPT | 0.0012 | 0.0015 | 0.0018 | 0.0021 | 0.0024 | |
| 4 | Ap1 max | 0.06 x D | 160 | - | 200 | IPT | 0.0017 | 0.0021 | 0.0025 | 0.0028 | 0.0030 | |
| H | 1 | Ap1 max | 0.06 x D | 520 | - | 920 | IPT | 0.0025 | 0.0031 | 0.0036 | 0.0040 | 0.0046 |
| 2 | Ap1 max | 0.06 x D | 460 | - | 790 | IPT | 0.0018 | 0.0023 | 0.0027 | 0.0030 | 0.0034 | |
Application Data • VariMill III™ ER • Series 7V2E • Finishing • Inch
| Material | | | ||||||||||
| Side Milling (A) | WS15PE | Recommended feed per tooth (IPT = inch/th) for side milling (A). | ||||||||||
| A | Cutting Speed | D1 | ||||||||||
| frac. | 3/8 | 1/2 | 5/8 | 3/4 | 1 | |||||||
| ap | ae | Min | Max | dec. | .3750 | .5000 | .6250 | .7500 | 1.0000 | |||
| P | 0 | Ap1 max | 0.05 x D | 980 | – | 1310 | IPT | 0.0033 | 0.0041 | 0.0047 | 0.0053 | 0.0059 |
| 1 | Ap1 max | 0.05 x D | 980 | – | 1310 | IPT | 0.0033 | 0.0041 | 0.0047 | 0.0053 | 0.0059 | |
| 2 | Ap1 max | 0.05 x D | 920 | – | 1250 | IPT | 0.0033 | 0.0041 | 0.0047 | 0.0053 | 0.0059 | |
| 3 | Ap1 max | 0.05 x D | 790 | – | 1050 | IPT | 0.0027 | 0.0035 | 0.0041 | 0.0046 | 0.0054 | |
| 4 | Ap1 max | 0.05 x D | 590 | – | 980 | IPT | 0.0025 | 0.0031 | 0.0036 | 0.0040 | 0.0046 | |
| 5 | Ap1 max | 0.05 x D | 390 | – | 660 | IPT | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0043 | |
| 6 | Ap1 max | 0.05 x D | 330 | – | 490 | IPT | 0.0018 | 0.0023 | 0.0027 | 0.0030 | 0.0034 | |
| M | 1 | Ap1 max | 0.05 x D | 590 | – | 750 | IPT | 0.0027 | 0.0035 | 0.0041 | 0.0046 | 0.0054 |
| 2 | Ap1 max | 0.05 x D | 390 | – | 520 | IPT | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0043 | |
| 3 | Ap1 max | 0.05 x D | 390 | – | 460 | IPT | 0.0018 | 0.0023 | 0.0027 | 0.0030 | 0.0034 | |
| K | 1 | Ap1 max | 0.05 x D | 790 | – | 980 | IPT | 0.0033 | 0.0041 | 0.0047 | 0.0053 | 0.0059 |
| 2 | Ap1 max | 0.05 x D | 720 | – | 920 | IPT | 0.0027 | 0.0035 | 0.0041 | 0.0046 | 0.0054 | |
| 3 | Ap1 max | 0.05 x D | 720 | – | 850 | IPT | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0043 | |
| S | 1 | Ap1 max | 0.05 x D | 160 | – | 300 | IPT | 0.0023 | 0.0029 | 0.0034 | 0.0039 | 0.0045 |
| 2 | Ap1 max | 0.05 x D | 80 | – | 130 | IPT | 0.0012 | 0.0015 | 0.0018 | 0.0021 | 0.0024 | |
| 3 | Ap1 max | 0.05 x D | 80 | – | 130 | IPT | 0.0012 | 0.0015 | 0.0018 | 0.0021 | 0.0024 | |
| 4 | Ap1 max | 0.05 x D | 160 | – | 200 | IPT | 0.0017 | 0.0021 | 0.0025 | 0.0028 | 0.0033 | |
| H | 1 | Ap1 max | 0.05 x D | 520 | – | 920 | IPT | 0.0025 | 0.0031 | 0.0036 | 0.0040 | 0.0046 |
| 2 | Ap1 max | 0.06 x D | 460 | – | 790 | IPT | 0.0018 | 0.0023 | 0.0027 | 0.0030 | 0.0034 | |