欢迎
请确认您的首选项
更新首选项
产品建议
Product Family suggestions
编辑解决方案
添加解决方案
解决方案名称:{{SolutionName}}Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.


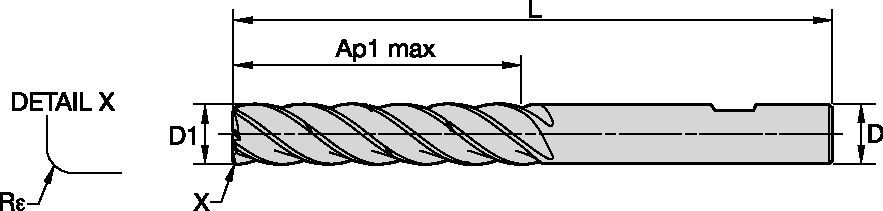
VariMill™ Chip Splitters • 倒圆 • 5刃 • 5 x D • Weldon® 刀柄 • 公制
高性能整体硬质合金立铣刀,适用于动态铣削
Features and benefits
- 配备切屑分离器,可实现完美的切屑排量和高表面质量。
- 5 刃整体硬质合金立铣刀,适用于钢、不锈钢和高温合金。
- 5xD 切削长度,实现最大金属切除率。
- 不等距的刃间距可减少振动并延长刀具寿命。
Uses and application
Trochoidal Milling
螺旋铣削
坡铣: 毛坯
刀尖类型: 刀尖半径
侧铣/方肩铣削: 方头立铣
螺旋角: 38°
Tool Dimensions: Flute Configuration: 5
| Recommended feed per tooth (fz=mm/th) for side milling at ae = 10% of D1 | ||||||||||||
| WP15PE | D1 | |||||||||||
| Side Milling | Cutting Speed | |||||||||||
| Material | ap | ae | Min | Start | Max | mm | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |
| P | 0 | Ap max | 0,1 x D1 | 270 | 315 | 360 | fz | 0,072 | 0,086 | 0,099 | 0,121 | 0,137 |
| 1 | Ap max | 0,1 x D1 | 270 | 315 | 360 | fz | 0,072 | 0,086 | 0,099 | 0,121 | 0,137 | |
| 2 | Ap max | 0,1 x D1 | 252 | 297 | 342 | fz | 0,072 | 0,086 | 0,099 | 0,121 | 0,137 | |
| 3 | Ap max | 0,1 x D1 | 216 | 252 | 288 | fz | 0,060 | 0,073 | 0,084 | 0,105 | 0,121 | |
| 4 | Ap max | 0,1 x D1 | 162 | 216 | 270 | fz | 0,054 | 0,065 | 0,075 | 0,092 | 0,106 | |
| 5 | Ap max | 0,1 x D1 | 108 | 144 | 180 | fz | 0,048 | 0,058 | 0,067 | 0,084 | 0,097 | |
| 6 | Ap max | 0,1 x D1 | 90 | 113 | 135 | fz | 0,040 | 0,048 | 0,056 | 0,068 | 0,078 | |
| M | 1 | Ap max | 0,1 x D1 | 162 | 185 | 207 | fz | 0,060 | 0,073 | 0,084 | 0,105 | 0,121 |
| 2 | Ap max | 0,1 x D1 | 108 | 126 | 144 | fz | 0,048 | 0,058 | 0,067 | 0,084 | 0,097 | |
| 3 | Ap max | 0,1 x D1 | 108 | 117 | 126 | fz | 0,040 | 0,048 | 0,056 | 0,068 | 0,078 | |
| K | 1 | Ap max | 0,1 x D1 | 216 | 243 | 270 | fz | 0,072 | 0,086 | 0,099 | 0,121 | 0,137 |
| 2 | Ap max | 0,1 x D1 | 198 | 225 | 252 | fz | 0,060 | 0,073 | 0,084 | 0,105 | 0,121 | |
| 3 | Ap max | 0,1 x D1 | 198 | 216 | 234 | fz | 0,048 | 0,058 | 0,067 | 0,084 | 0,097 | |
| S | 1 | Ap max | 0,1 x D1 | 90 | 126 | 162 | fz | 0,060 | 0,073 | 0,084 | 0,105 | 0,121 |
| 2 | Ap max | 0,1 x D1 | 45 | 59 | 72 | fz | 0,048 | 0,058 | 0,067 | 0,084 | 0,097 | |
| 3 | Ap max | 0,1 x D1 | 45 | 59 | 72 | fz | 0,032 | 0,038 | 0,045 | 0,056 | 0,065 | |
| 4 | Ap max | 0,1 x D1 | 90 | 99 | 108 | fz | 0,044 | 0,053 | 0,062 | 0,077 | 0,089 | |
| H | 1 | Ap max | 0,1 x D1 | 144 | 198 | 252 | fz | 0,054 | 0,065 | 0,075 | 0,092 | 0,106 |
| 2 | Ap max | 0,1 x D1 | 126 | 171 | 216 | fz | 0,040 | 0,048 | 0,056 | 0,068 | 0,078 | |
| Recommended feed per tooth (fz=mm/th) for side milling at ae = 2% of D1 | ||||||||||||
| WP15PE | D1 | |||||||||||
| Side Milling | Cutting Speed | |||||||||||
| Material | ap | ae | Min | Start | Max | mm | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |
| P | 0 | Ap max | 0,2 x D1 | 300 | 350 | 400 | fz | 0,135 | 0,162 | 0,186 | 0,227 | 0,257 |
| 1 | Ap max | 0,2 x D1 | 300 | 350 | 400 | fz | 0,135 | 0,162 | 0,186 | 0,227 | 0,257 | |
| 2 | Ap max | 0,2 x D1 | 280 | 330 | 380 | fz | 0,135 | 0,162 | 0,186 | 0,227 | 0,257 | |
| 3 | Ap max | 0,2 x D1 | 240 | 280 | 320 | fz | 0,113 | 0,136 | 0,158 | 0,196 | 0,227 | |
| 4 | Ap max | 0,2 x D1 | 180 | 240 | 300 | fz | 0,101 | 0,122 | 0,140 | 0,173 | 0,198 | |
| 5 | Ap max | 0,2 x D1 | 120 | 160 | 200 | fz | 0,090 | 0,109 | 0,126 | 0,157 | 0,182 | |
| 6 | Ap max | 0,2 x D1 | 100 | 125 | 150 | fz | 0,076 | 0,091 | 0,105 | 0,128 | 0,146 | |
| M | 1 | Ap max | 0,2 x D1 | 180 | 205 | 230 | fz | 0,113 | 0,136 | 0,158 | 0,196 | 0,227 |
| 2 | Ap max | 0,2 x D1 | 120 | 140 | 160 | fz | 0,090 | 0,109 | 0,126 | 0,157 | 0,182 | |
| 3 | Ap max | 0,2 x D1 | 120 | 130 | 140 | fz | 0,076 | 0,091 | 0,105 | 0,128 | 0,146 | |
| K | 1 | Ap max | 0,2 x D1 | 240 | 270 | 300 | fz | 0,135 | 0,162 | 0,186 | 0,227 | 0,257 |
| 2 | Ap max | 0,2 x D1 | 220 | 250 | 280 | fz | 0,113 | 0,136 | 0,158 | 0,196 | 0,227 | |
| 3 | Ap max | 0,2 x D1 | 220 | 240 | 260 | fz | 0,090 | 0,109 | 0,126 | 0,157 | 0,182 | |
| S | 1 | Ap max | 0,2 x D1 | 100 | 140 | 180 | fz | 0,113 | 0,136 | 0,158 | 0,196 | 0,227 |
| 2 | Ap max | 0,2 x D1 | 50 | 65 | 80 | fz | 0,090 | 0,109 | 0,126 | 0,157 | 0,182 | |
| 3 | Ap max | 0,2 x D1 | 50 | 65 | 80 | fz | 0,059 | 0,072 | 0,084 | 0,104 | 0,122 | |
| 4 | Ap max | 0,2 x D1 | 100 | 110 | 120 | fz | 0,083 | 0,100 | 0,116 | 0,144 | 0,167 | |
| H | 1 | Ap max | 0,2 x D1 | 160 | 220 | 280 | fz | 0,101 | 0,122 | 0,140 | 0,173 | 0,198 |
| 2 | Ap max | 0,2 x D1 | 140 | 190 | 240 | fz | 0,076 | 0,091 | 0,105 | 0,128 | 0,146 | |
| Recommended feed per tooth (fz=mm/th) for side milling at ae = 5% of D1 | ||||||||||||
| WP15PE | D1 | |||||||||||
| Side Milling | Cutting Speed | |||||||||||
| Material | ap | ae | Min | Start | Max | mm | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |
| P | 0 | Ap max | 0,05 x D1 | 300 | 350 | 400 | fz | 0,096 | 0,115 | 0,132 | 0,161 | 0,182 |
| 1 | Ap max | 0,05 x D1 | 300 | 350 | 400 | fz | 0,096 | 0,115 | 0,132 | 0,161 | 0,182 | |
| 2 | Ap max | 0,05 x D1 | 280 | 330 | 380 | fz | 0,096 | 0,115 | 0,132 | 0,161 | 0,182 | |
| 3 | Ap max | 0,05 x D1 | 240 | 280 | 320 | fz | 0,080 | 0,097 | 0,112 | 0,140 | 0,162 | |
| 4 | Ap max | 0,05 x D1 | 180 | 240 | 300 | fz | 0,072 | 0,086 | 0,100 | 0,123 | 0,141 | |
| 5 | Ap max | 0,05 x D1 | 120 | 160 | 200 | fz | 0,064 | 0,077 | 0,090 | 0,112 | 0,129 | |
| 6 | Ap max | 0,05 x D1 | 100 | 125 | 150 | fz | 0,054 | 0,065 | 0,074 | 0,091 | 0,104 | |
| M | 1 | Ap max | 0,05 x D1 | 180 | 205 | 230 | fz | 0,080 | 0,097 | 0,112 | 0,140 | 0,162 |
| 2 | Ap max | 0,05 x D1 | 120 | 140 | 160 | fz | 0,064 | 0,077 | 0,090 | 0,112 | 0,129 | |
| 3 | Ap max | 0,05 x D1 | 120 | 130 | 140 | fz | 0,054 | 0,065 | 0,074 | 0,091 | 0,104 | |
| K | 1 | Ap max | 0,05 x D1 | 240 | 270 | 300 | fz | 0,096 | 0,115 | 0,132 | 0,161 | 0,182 |
| 2 | Ap max | 0,05 x D1 | 220 | 250 | 280 | fz | 0,080 | 0,097 | 0,112 | 0,140 | 0,162 | |
| 3 | Ap max | 0,05 x D1 | 220 | 240 | 260 | fz | 0,064 | 0,077 | 0,090 | 0,112 | 0,129 | |
| S | 1 | Ap max | 0,05 x D1 | 100 | 140 | 180 | fz | 0,080 | 0,097 | 0,112 | 0,140 | 0,162 |
| 2 | Ap max | 0,05 x D1 | 50 | 65 | 80 | fz | 0,064 | 0,077 | 0,090 | 0,112 | 0,129 | |
| 3 | Ap max | 0,05 x D1 | 50 | 65 | 80 | fz | 0,042 | 0,051 | 0,060 | 0,074 | 0,086 | |
| 4 | Ap max | 0,05 x D1 | 100 | 110 | 120 | fz | 0,059 | 0,071 | 0,083 | 0,103 | 0,119 | |
| H | 1 | Ap max | 0,05 x D1 | 160 | 220 | 280 | fz | 0,072 | 0,086 | 0,100 | 0,123 | 0,141 |
| 2 | Ap max | 0,05 x D1 | 140 | 190 | 240 | fz | 0,054 | 0,065 | 0,074 | 0,091 | 0,104 | |