Bienvenue
Veuillez confirmer vos préférences
Mettre à jour les préférences
Suggestions de produit
Product Family suggestions
Bonjour, User Name
Votre compte sélectionné :
Il y a un problème avec votre compte. Veuillez contacter le service client.
Compte Client Modifier le compte
Compte de livraison Modifier le compte
- Tableau de bord
- Gérer les commandes
- Gérer les canaux
- Carnet d’adresses
Notifications
Mark all as read- Modifier le mot de passe
- Mon profil
- Se déconnecter
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Outils de coupe performants disponibles. Achetez dès à présent
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Édition de la Solution
Ajout de Solution
Nom de la Solution:{{SolutionName}}- Produits
- /
- VariMill™ brise-copeaux • Rayonnées • 7 goujures • 5 x D • Queues cylindriques • Métrique
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.


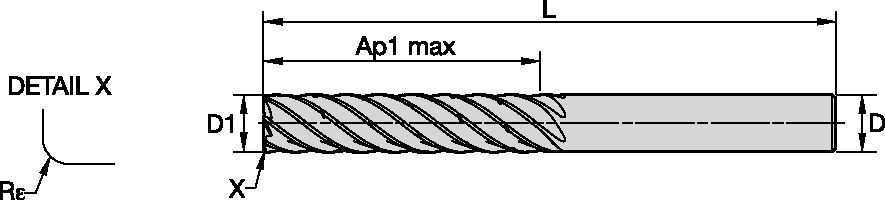
VariMill™ brise-copeaux • Rayonnées • 7 goujures • 5 x D • Queues cylindriques • Métrique
Fraise carbure monobloc hautes performances pour fraisage dynamique
Features and benefits
- Avec brise-copeaux pour une évacuation parfaite et un état de surface de qualité supérieure
- Fraise carbure monobloc à 7 goujures pour l’usinage des aciers, aciers inoxydables et alliages réfractaires.
- Longueur de coupe 5xD pour un débit copeaux maximal.
- Un pas inégal entre les goujures réduit les vibrations et améliore ainsi la durée de vie de l’outil.
Uses and application
Trochoidal Milling
Flute Configuration: 7
Style de bec : Rayon de bec
Fraisage de côté/avec épaulement : Bout plat
Angle d'hélice : 38°
| Recommended feed per tooth (fz=mm/th) for side milling at ae = 5% of D1 | |||||||||||
| WS15PE | D1 | ||||||||||
| Side Milling | Cutting Speed | ||||||||||
| Material | ap | ae | Min | Start | Max | mm | 10,0 | 12,0 | 16,0 | 20,0 | |
| P | 0 | Ap max | 0,05 x D1 | 300 | 350 | 400 | fz | 0,115 | 0,132 | 0,161 | 0,182 |
| 1 | Ap max | 0,05 x D1 | 300 | 350 | 400 | fz | 0,115 | 0,132 | 0,161 | 0,182 | |
| 2 | Ap max | 0,05 x D1 | 280 | 330 | 380 | fz | 0,115 | 0,132 | 0,161 | 0,182 | |
| 3 | Ap max | 0,05 x D1 | 240 | 280 | 320 | fz | 0,097 | 0,112 | 0,140 | 0,162 | |
| 4 | Ap max | 0,05 x D1 | 180 | 240 | 300 | fz | 0,086 | 0,100 | 0,123 | 0,141 | |
| 5 | Ap max | 0,05 x D1 | 120 | 160 | 200 | fz | 0,077 | 0,090 | 0,112 | 0,129 | |
| 6 | Ap max | 0,05 x D1 | 100 | 125 | 150 | fz | 0,065 | 0,074 | 0,091 | 0,104 | |
| M | 1 | Ap max | 0,05 x D1 | 180 | 205 | 230 | fz | 0,097 | 0,112 | 0,140 | 0,162 |
| 2 | Ap max | 0,05 x D1 | 120 | 140 | 160 | fz | 0,077 | 0,090 | 0,112 | 0,129 | |
| 3 | Ap max | 0,05 x D1 | 120 | 130 | 140 | fz | 0,065 | 0,074 | 0,091 | 0,104 | |
| K | 1 | Ap max | 0,05 x D1 | 240 | 270 | 300 | fz | 0,115 | 0,132 | 0,161 | 0,182 |
| 2 | Ap max | 0,05 x D1 | 220 | 250 | 280 | fz | 0,097 | 0,112 | 0,140 | 0,162 | |
| 3 | Ap max | 0,05 x D1 | 220 | 240 | 260 | fz | 0,077 | 0,090 | 0,112 | 0,129 | |
| S | 1 | Ap max | 0,05 x D1 | 100 | 140 | 180 | fz | 0,097 | 0,112 | 0,140 | 0,162 |
| 2 | Ap max | 0,05 x D1 | 50 | 65 | 80 | fz | 0,077 | 0,090 | 0,112 | 0,129 | |
| 3 | Ap max | 0,05 x D1 | 50 | 65 | 80 | fz | 0,051 | 0,060 | 0,074 | 0,086 | |
| 4 | Ap max | 0,05 x D1 | 100 | 110 | 120 | fz | 0,071 | 0,083 | 0,103 | 0,119 | |
| H | 1 | Ap max | 0,05 x D1 | 160 | 220 | 280 | fz | 0,086 | 0,100 | 0,123 | 0,141 |
| 2 | Ap max | 0,05 x D1 | 140 | 190 | 240 | fz | 0,065 | 0,074 | 0,091 | 0,104 | |
| Recommended feed per tooth (fz=mm/th) for side milling at ae = 10% of D1 | |||||||||||
| WS15PE | D1 | ||||||||||
| Side Milling | Cutting Speed | ||||||||||
| Material | ap | ae | Min | Start | Max | mm | 10,0 | 12,0 | 16,0 | 20,0 | |
| P | 0 | Ap max | 0,1 x D1 | 270 | 315 | 360 | fz | 0,094 | 0,108 | 0,131 | 0,148 |
| 1 | Ap max | 0,1 x D1 | 270 | 315 | 360 | fz | 0,094 | 0,108 | 0,131 | 0,148 | |
| 2 | Ap max | 0,1 x D1 | 252 | 297 | 342 | fz | 0,094 | 0,108 | 0,131 | 0,148 | |
| 3 | Ap max | 0,1 x D1 | 216 | 252 | 288 | fz | 0,079 | 0,091 | 0,113 | 0,131 | |
| 4 | Ap max | 0,1 x D1 | 162 | 216 | 270 | fz | 0,070 | 0,081 | 0,100 | 0,114 | |
| 5 | Ap max | 0,1 x D1 | 108 | 144 | 180 | fz | 0,063 | 0,073 | 0,091 | 0,105 | |
| 6 | Ap max | 0,1 x D1 | 90 | 113 | 135 | fz | 0,053 | 0,061 | 0,074 | 0,084 | |
| M | 1 | Ap max | 0,1 x D1 | 162 | 185 | 207 | fz | 0,079 | 0,091 | 0,113 | 0,131 |
| 2 | Ap max | 0,1 x D1 | 108 | 126 | 144 | fz | 0,063 | 0,073 | 0,091 | 0,105 | |
| 3 | Ap max | 0,1 x D1 | 108 | 117 | 126 | fz | 0,053 | 0,061 | 0,074 | 0,084 | |
| K | 1 | Ap max | 0,1 x D1 | 216 | 243 | 270 | fz | 0,094 | 0,108 | 0,131 | 0,148 |
| 2 | Ap max | 0,1 x D1 | 198 | 225 | 252 | fz | 0,079 | 0,091 | 0,113 | 0,131 | |
| 3 | Ap max | 0,1 x D1 | 198 | 216 | 234 | fz | 0,063 | 0,073 | 0,091 | 0,105 | |
| S | 1 | Ap max | 0,1 x D1 | 90 | 126 | 162 | fz | 0,079 | 0,091 | 0,113 | 0,131 |
| 2 | Ap max | 0,1 x D1 | 45 | 59 | 72 | fz | 0,063 | 0,073 | 0,091 | 0,105 | |
| 3 | Ap max | 0,1 x D1 | 45 | 59 | 72 | fz | 0,042 | 0,048 | 0,060 | 0,070 | |
| 4 | Ap max | 0,1 x D1 | 90 | 99 | 108 | fz | 0,058 | 0,067 | 0,083 | 0,097 | |
| H | 1 | Ap max | 0,1 x D1 | 144 | 198 | 252 | fz | 0,070 | 0,081 | 0,100 | 0,114 |
| 2 | Ap max | 0,1 x D1 | 126 | 171 | 216 | fz | 0,053 | 0,061 | 0,074 | 0,084 | |
| Recommended feed per tooth (fz=mm/th) for side milling at ae = 2% of D1 | |||||||||||
| WS15PE | D1 | ||||||||||
| Side Milling | Cutting Speed | ||||||||||
| Material | ap | ae | Min | Start | Max | mm | 10,0 | 12,0 | 16,0 | 20,0 | |
| P | 0 | Ap max | 0,02 x D1 | 308 | 359 | 410 | fz | 0,173 | 0,199 | 0,242 | 0,274 |
| 1 | Ap max | 0,02 x D1 | 308 | 359 | 410 | fz | 0,173 | 0,199 | 0,242 | 0,274 | |
| 2 | Ap max | 0,02 x D1 | 287 | 338 | 390 | fz | 0,173 | 0,199 | 0,242 | 0,274 | |
| 3 | Ap max | 0,02 x D1 | 246 | 287 | 328 | fz | 0,145 | 0,168 | 0,209 | 0,242 | |
| 4 | Ap max | 0,02 x D1 | 185 | 246 | 308 | fz | 0,130 | 0,150 | 0,184 | 0,211 | |
| 5 | Ap max | 0,02 x D1 | 123 | 164 | 205 | fz | 0,116 | 0,135 | 0,167 | 0,194 | |
| 6 | Ap max | 0,02 x D1 | 103 | 128 | 154 | fz | 0,097 | 0,112 | 0,137 | 0,156 | |
| M | 1 | Ap max | 0,02 x D1 | 185 | 210 | 236 | fz | 0,145 | 0,168 | 0,209 | 0,242 |
| 2 | Ap max | 0,02 x D1 | 123 | 144 | 164 | fz | 0,116 | 0,135 | 0,167 | 0,194 | |
| 3 | Ap max | 0,02 x D1 | 123 | 133 | 144 | fz | 0,097 | 0,112 | 0,137 | 0,156 | |
| K | 1 | Ap max | 0,02 x D1 | 246 | 277 | 308 | fz | 0,173 | 0,199 | 0,242 | 0,274 |
| 2 | Ap max | 0,02 x D1 | 226 | 256 | 287 | fz | 0,145 | 0,168 | 0,209 | 0,242 | |
| 3 | Ap max | 0,02 x D1 | 226 | 246 | 267 | fz | 0,116 | 0,135 | 0,167 | 0,194 | |
| S | 1 | Ap max | 0,02 x D1 | 103 | 144 | 185 | fz | 0,145 | 0,168 | 0,209 | 0,242 |
| 2 | Ap max | 0,02 x D1 | 51 | 67 | 82 | fz | 0,116 | 0,135 | 0,167 | 0,194 | |
| 3 | Ap max | 0,02 x D1 | 51 | 67 | 82 | fz | 0,077 | 0,089 | 0,111 | 0,130 | |
| 4 | Ap max | 0,02 x D1 | 103 | 113 | 123 | fz | 0,107 | 0,124 | 0,154 | 0,178 | |
| H | 1 | Ap max | 0,02 x D1 | 164 | 226 | 287 | fz | 0,130 | 0,150 | 0,184 | 0,211 |
| 2 | Ap max | 0,02 x D1 | 144 | 195 | 246 | fz | 0,097 | 0,112 | 0,137 | 0,156 | |