Le damos la bienvenida
Confirme sus preferencias
Actualizar preferencias
Sugerencias de productos
Product Family suggestions
WIDIA a su servicio
Hola, User Name
Su cuenta seleccionada:
Hay un problema con su cuenta. Por favor, póngase en contacto con el servicio de atención al cliente.
Número de cliente Cambiar cuenta
Dirección de envío (#) Cambiar cuenta
- Panel de control
- Gestionar pedidos
- Gestionar canales
- Libreta de direcciones
Notifications
Mark all as read- Cambiar contraseña
- Mi perfil
- Cerrar sesión
Artículo(s) añadido correctamente al carrito
Ver carrito
Ver carrito
WIDIA a su servicio
Artículo(s) añadido correctamente al carrito
Ver carrito
Ver carrito
Edición de la solución
Añadiendo solución
Nombre de la solución:{{SolutionName}}- Produtos
- /
- Divisores de virutas VariMill™ • Con radio • 5 canales • 5 x D • Mango liso • Sistema métrico
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.


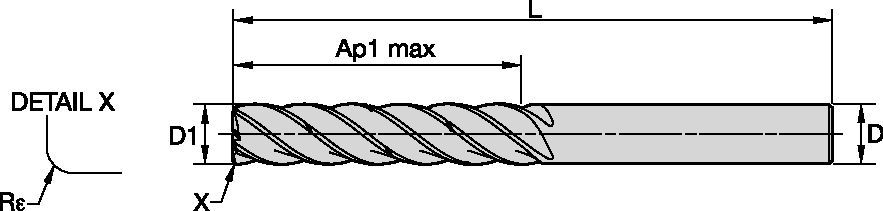
Divisores de virutas VariMill™ • Con radio • 5 canales • 5 x D • Mango liso • Sistema métrico
Fresas de mango de metal duro integral de alto rendimiento para fresado dinámico
Features and benefits
- Con divisores de virutas para una evacuación de virutas perfecta y una alta calidad superficial.
- Fresa de mango de metal duro integral de 5 canales para acero, acero inoxidable y aleaciones de alta temperatura.
- Longitud de corte de 5 x D para máximas tasas de evacuación del metal.
- La separación desigual entre canales reduce las vibraciones y mejora la vida útil de la herramienta.
Uses and application
Trochoidal Milling
Fresado helicoidal
Rectificado en rampa: Material en bruto
Estilo de esquina: Radio de esquina
Fresado lateral/Fresado en escuadra: Placa cuadrada
Ángulo de la hélice: 38°
Tool Dimensions: Flute Configuration: 5
| Recommended feed per tooth (fz=mm/th) for side milling at ae = 10% of D1 | ||||||||||||
| WP15PE | D1 | |||||||||||
| Side Milling | Cutting Speed | |||||||||||
| Material | ap | ae | Min | Start | Max | mm | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |
| P | 0 | Ap max | 0,1 x D1 | 270 | 315 | 360 | fz | 0,072 | 0,086 | 0,099 | 0,121 | 0,137 |
| 1 | Ap max | 0,1 x D1 | 270 | 315 | 360 | fz | 0,072 | 0,086 | 0,099 | 0,121 | 0,137 | |
| 2 | Ap max | 0,1 x D1 | 252 | 297 | 342 | fz | 0,072 | 0,086 | 0,099 | 0,121 | 0,137 | |
| 3 | Ap max | 0,1 x D1 | 216 | 252 | 288 | fz | 0,060 | 0,073 | 0,084 | 0,105 | 0,121 | |
| 4 | Ap max | 0,1 x D1 | 162 | 216 | 270 | fz | 0,054 | 0,065 | 0,075 | 0,092 | 0,106 | |
| 5 | Ap max | 0,1 x D1 | 108 | 144 | 180 | fz | 0,048 | 0,058 | 0,067 | 0,084 | 0,097 | |
| 6 | Ap max | 0,1 x D1 | 90 | 113 | 135 | fz | 0,040 | 0,048 | 0,056 | 0,068 | 0,078 | |
| M | 1 | Ap max | 0,1 x D1 | 162 | 185 | 207 | fz | 0,060 | 0,073 | 0,084 | 0,105 | 0,121 |
| 2 | Ap max | 0,1 x D1 | 108 | 126 | 144 | fz | 0,048 | 0,058 | 0,067 | 0,084 | 0,097 | |
| 3 | Ap max | 0,1 x D1 | 108 | 117 | 126 | fz | 0,040 | 0,048 | 0,056 | 0,068 | 0,078 | |
| K | 1 | Ap max | 0,1 x D1 | 216 | 243 | 270 | fz | 0,072 | 0,086 | 0,099 | 0,121 | 0,137 |
| 2 | Ap max | 0,1 x D1 | 198 | 225 | 252 | fz | 0,060 | 0,073 | 0,084 | 0,105 | 0,121 | |
| 3 | Ap max | 0,1 x D1 | 198 | 216 | 234 | fz | 0,048 | 0,058 | 0,067 | 0,084 | 0,097 | |
| S | 1 | Ap max | 0,1 x D1 | 90 | 126 | 162 | fz | 0,060 | 0,073 | 0,084 | 0,105 | 0,121 |
| 2 | Ap max | 0,1 x D1 | 45 | 59 | 72 | fz | 0,048 | 0,058 | 0,067 | 0,084 | 0,097 | |
| 3 | Ap max | 0,1 x D1 | 45 | 59 | 72 | fz | 0,032 | 0,038 | 0,045 | 0,056 | 0,065 | |
| 4 | Ap max | 0,1 x D1 | 90 | 99 | 108 | fz | 0,044 | 0,053 | 0,062 | 0,077 | 0,089 | |
| H | 1 | Ap max | 0,1 x D1 | 144 | 198 | 252 | fz | 0,054 | 0,065 | 0,075 | 0,092 | 0,106 |
| 2 | Ap max | 0,1 x D1 | 126 | 171 | 216 | fz | 0,040 | 0,048 | 0,056 | 0,068 | 0,078 | |
| Recommended feed per tooth (fz=mm/th) for side milling at ae = 2% of D1 | ||||||||||||
| WP15PE | D1 | |||||||||||
| Side Milling | Cutting Speed | |||||||||||
| Material | ap | ae | Min | Start | Max | mm | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |
| P | 0 | Ap max | 0,2 x D1 | 300 | 350 | 400 | fz | 0,135 | 0,162 | 0,186 | 0,227 | 0,257 |
| 1 | Ap max | 0,2 x D1 | 300 | 350 | 400 | fz | 0,135 | 0,162 | 0,186 | 0,227 | 0,257 | |
| 2 | Ap max | 0,2 x D1 | 280 | 330 | 380 | fz | 0,135 | 0,162 | 0,186 | 0,227 | 0,257 | |
| 3 | Ap max | 0,2 x D1 | 240 | 280 | 320 | fz | 0,113 | 0,136 | 0,158 | 0,196 | 0,227 | |
| 4 | Ap max | 0,2 x D1 | 180 | 240 | 300 | fz | 0,101 | 0,122 | 0,140 | 0,173 | 0,198 | |
| 5 | Ap max | 0,2 x D1 | 120 | 160 | 200 | fz | 0,090 | 0,109 | 0,126 | 0,157 | 0,182 | |
| 6 | Ap max | 0,2 x D1 | 100 | 125 | 150 | fz | 0,076 | 0,091 | 0,105 | 0,128 | 0,146 | |
| M | 1 | Ap max | 0,2 x D1 | 180 | 205 | 230 | fz | 0,113 | 0,136 | 0,158 | 0,196 | 0,227 |
| 2 | Ap max | 0,2 x D1 | 120 | 140 | 160 | fz | 0,090 | 0,109 | 0,126 | 0,157 | 0,182 | |
| 3 | Ap max | 0,2 x D1 | 120 | 130 | 140 | fz | 0,076 | 0,091 | 0,105 | 0,128 | 0,146 | |
| K | 1 | Ap max | 0,2 x D1 | 240 | 270 | 300 | fz | 0,135 | 0,162 | 0,186 | 0,227 | 0,257 |
| 2 | Ap max | 0,2 x D1 | 220 | 250 | 280 | fz | 0,113 | 0,136 | 0,158 | 0,196 | 0,227 | |
| 3 | Ap max | 0,2 x D1 | 220 | 240 | 260 | fz | 0,090 | 0,109 | 0,126 | 0,157 | 0,182 | |
| S | 1 | Ap max | 0,2 x D1 | 100 | 140 | 180 | fz | 0,113 | 0,136 | 0,158 | 0,196 | 0,227 |
| 2 | Ap max | 0,2 x D1 | 50 | 65 | 80 | fz | 0,090 | 0,109 | 0,126 | 0,157 | 0,182 | |
| 3 | Ap max | 0,2 x D1 | 50 | 65 | 80 | fz | 0,059 | 0,072 | 0,084 | 0,104 | 0,122 | |
| 4 | Ap max | 0,2 x D1 | 100 | 110 | 120 | fz | 0,083 | 0,100 | 0,116 | 0,144 | 0,167 | |
| H | 1 | Ap max | 0,2 x D1 | 160 | 220 | 280 | fz | 0,101 | 0,122 | 0,140 | 0,173 | 0,198 |
| 2 | Ap max | 0,2 x D1 | 140 | 190 | 240 | fz | 0,076 | 0,091 | 0,105 | 0,128 | 0,146 | |
| Recommended feed per tooth (fz=mm/th) for side milling at ae = 5% of D1 | ||||||||||||
| WP15PE | D1 | |||||||||||
| Side Milling | Cutting Speed | |||||||||||
| Material | ap | ae | Min | Start | Max | mm | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |
| P | 0 | Ap max | 0,05 x D1 | 300 | 350 | 400 | fz | 0,096 | 0,115 | 0,132 | 0,161 | 0,182 |
| 1 | Ap max | 0,05 x D1 | 300 | 350 | 400 | fz | 0,096 | 0,115 | 0,132 | 0,161 | 0,182 | |
| 2 | Ap max | 0,05 x D1 | 280 | 330 | 380 | fz | 0,096 | 0,115 | 0,132 | 0,161 | 0,182 | |
| 3 | Ap max | 0,05 x D1 | 240 | 280 | 320 | fz | 0,080 | 0,097 | 0,112 | 0,140 | 0,162 | |
| 4 | Ap max | 0,05 x D1 | 180 | 240 | 300 | fz | 0,072 | 0,086 | 0,100 | 0,123 | 0,141 | |
| 5 | Ap max | 0,05 x D1 | 120 | 160 | 200 | fz | 0,064 | 0,077 | 0,090 | 0,112 | 0,129 | |
| 6 | Ap max | 0,05 x D1 | 100 | 125 | 150 | fz | 0,054 | 0,065 | 0,074 | 0,091 | 0,104 | |
| M | 1 | Ap max | 0,05 x D1 | 180 | 205 | 230 | fz | 0,080 | 0,097 | 0,112 | 0,140 | 0,162 |
| 2 | Ap max | 0,05 x D1 | 120 | 140 | 160 | fz | 0,064 | 0,077 | 0,090 | 0,112 | 0,129 | |
| 3 | Ap max | 0,05 x D1 | 120 | 130 | 140 | fz | 0,054 | 0,065 | 0,074 | 0,091 | 0,104 | |
| K | 1 | Ap max | 0,05 x D1 | 240 | 270 | 300 | fz | 0,096 | 0,115 | 0,132 | 0,161 | 0,182 |
| 2 | Ap max | 0,05 x D1 | 220 | 250 | 280 | fz | 0,080 | 0,097 | 0,112 | 0,140 | 0,162 | |
| 3 | Ap max | 0,05 x D1 | 220 | 240 | 260 | fz | 0,064 | 0,077 | 0,090 | 0,112 | 0,129 | |
| S | 1 | Ap max | 0,05 x D1 | 100 | 140 | 180 | fz | 0,080 | 0,097 | 0,112 | 0,140 | 0,162 |
| 2 | Ap max | 0,05 x D1 | 50 | 65 | 80 | fz | 0,064 | 0,077 | 0,090 | 0,112 | 0,129 | |
| 3 | Ap max | 0,05 x D1 | 50 | 65 | 80 | fz | 0,042 | 0,051 | 0,060 | 0,074 | 0,086 | |
| 4 | Ap max | 0,05 x D1 | 100 | 110 | 120 | fz | 0,059 | 0,071 | 0,083 | 0,103 | 0,119 | |
| H | 1 | Ap max | 0,05 x D1 | 160 | 220 | 280 | fz | 0,072 | 0,086 | 0,100 | 0,123 | 0,141 |
| 2 | Ap max | 0,05 x D1 | 140 | 190 | 240 | fz | 0,054 | 0,065 | 0,074 | 0,091 | 0,104 | |