Le damos la bienvenida
Confirme sus preferencias
Actualizar preferencias
Sugerencias de productos
Product Family suggestions
WIDIA a su servicio
Hola, User Name
Su cuenta seleccionada:
Hay un problema con su cuenta. Por favor, póngase en contacto con el servicio de atención al cliente.
Número de cliente Cambiar cuenta
Dirección de envío (#) Cambiar cuenta
- Panel de control
- Gestionar pedidos
- Gestionar canales
- Libreta de direcciones
Notifications
Mark all as read- Cambiar contraseña
- Mi perfil
- Cerrar sesión
Artículo(s) añadido correctamente al carrito
Ver carrito
Ver carrito
WIDIA a su servicio
Artículo(s) añadido correctamente al carrito
Ver carrito
Ver carrito
Edición de la solución
Añadiendo solución
Nombre de la solución:{{SolutionName}}- Produtos
- /
- ALUFLASH • Series 3AN9 • Square End • 3 Flute • Regular Length • Regular Neck • Cylindrical Shank • Inch
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

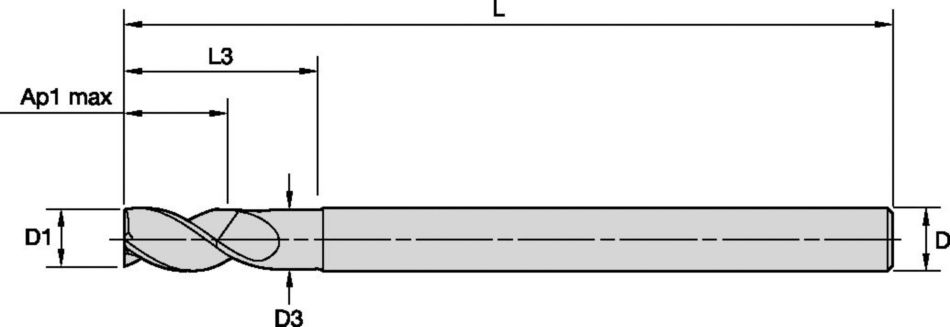
ALUFLASH • Series 3AN9 • Square End • 3 Flute • Regular Length • Regular Neck • Cylindrical Shank • Inch
ALUFLASH™ Series 3AN9 • Square End • 3 Flute • Regular Length • Regular Neck • Cylindrical Shank • Inch
Uses and application
Trochoidal Milling
Drilling
Fresado helicoidal
Vaciado
Rectificado en rampa: Material en bruto
Ranurado: Placa cuadrada
Fresado lateral/Fresado en escuadra: Placa cuadrada
| Material | Helical Interpolation / Ramping 0° - 15° |  |  |  | ||||||||||||||
| UNCOATED | Recommended feed per tooth (fz = IPT) for helical interpolation and ramping | |||||||||||||||||
| Cutting Speed | Diameter | |||||||||||||||||
| Min | Start | Max | Fraction | 1/8 | 5/32 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 9/16 | 5/8 | 23/32 | 3/4 | 1 | |||
| Max Depth | Min | Start | Max | Decimals | .180-.180 | .180-.297 | .216-.356 | .288-.475 | .359-.594 | .431-.713 | .575-.950 | .633-1.047 | .719-1.188 | .814-1.346 | .863-1.425 | 1.150-1.900 | ||
| N | 1 | 1.25 x D1 | 1500 | 1800 | 6000 | IPT | .0009 | .0017 | .0022 | .0026 | .0035 | .0043 | .0052 | .0060 | .0069 | .0078 | .0087 | .0108 |
| 2 | 1.25 x D1 | 1500 | 1800 | 4500 | IPT | .0008 | .0016 | .0019 | .0023 | .0031 | .0039 | .0047 | .0054 | .0062 | .0070 | .0078 | .0097 | |
| 3 | 1.25 x D1 | 1500 | 1800 | 4500 | IPT | .0006 | .0012 | .0015 | .0018 | .0024 | .0030 | .0036 | .0042 | .0048 | .0054 | .0061 | .0076 | |
| 4 | 1.25 x D1 | 1200 | 1350 | 2250 | IPT | .0006 | .0012 | .0015 | .0018 | .0024 | .0030 | .0036 | .0042 | .0048 | .0054 | .0061 | .0076 | |
| 5 | 1.25 x D1 | 750 | 1200 | 3000 | IPT | .0008 | .0016 | .0020 | .0023 | .0031 | .0039 | .0047 | .0054 | .0062 | .0070 | .0078 | .0097 | |
| Material | Helical Interpolation / Ramping 15° - 30° | | | | ||||||||||||||
| UNCOATED | Recommended feed per tooth (fz = IPT) for helical interpolation and ramping | |||||||||||||||||
| Cutting Speed | Diameter | |||||||||||||||||
| Min | Start | Max | Fraction | 1/8 | 5/32 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 9/16 | 5/8 | 23/32 | 3/4 | 1 | |||
| Max Depth | Min | Start | Max | Decimals | .180-.180 | .180-.297 | .216-.356 | .288-.475 | .359-.594 | .431-.713 | .575-.950 | .633-1.047 | .719-1.188 | .814-1.346 | .863-1.425 | 1.150-1.900 | ||
| N | 1 | 1.25 x D1 | 1500 | 1800 | 4800 | IPT | .0006 | .0013 | .0016 | .0019 | .0026 | .0032 | .0039 | .0045 | .0052 | .0058 | .0065 | .0081 |
| 2 | 1.25 x D1 | 1500 | 1800 | 3600 | IPT | .0006 | .0012 | .0014 | .0018 | .0023 | .0029 | .0035 | .0041 | .0047 | .0053 | .0058 | .0073 | |
| 3 | 1.25 x D1 | 1500 | 1800 | 3600 | IPT | .0005 | .0009 | .0011 | .0014 | .0018 | .0023 | .0027 | .0032 | .0036 | .0041 | .0045 | .0057 | |
| 4 | 1.25 x D1 | 1200 | 1350 | 1800 | IPT | .0005 | .0009 | .0011 | .0014 | .0018 | .0023 | .0027 | .0032 | .0036 | .0041 | .0045 | .0057 | |
| 5 | 1.25 x D1 | 750 | 1200 | 2400 | IPT | .0006 | .0012 | .0015 | .0018 | .0023 | .0029 | .0035 | .0041 | .0047 | .0053 | .0058 | .0073 | |
| Material | Helical Interpolation / Ramping 30° - 45° | | | | ||||||||||||||
| UNCOATED | Recommended feed per tooth (fz = IPT) for helical interpolation and ramping | |||||||||||||||||
| Cutting Speed | Diameter | |||||||||||||||||
| Min | Start | Max | Fraction | 1/8 | 5/32 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 9/16 | 5/8 | 23/32 | 3/4 | 1 | |||
| Max Depth | Min | Start | Max | Decimals | .180-.180 | .180-.297 | .216-.356 | .288-.475 | .359-.594 | .431-.713 | .575-.950 | .633-1.047 | .719-1.188 | .814-1.346 | .863-1.425 | 1.150-1.900 | ||
| N | 1 | 1.25 x D1 | 1260 | 1500 | 2400 | IPT | .0005 | .0010 | .0013 | .0016 | .0021 | .0026 | .0031 | .0036 | .0042 | .0047 | .0052 | .0065 |
| 2 | 1.25 x D1 | 1260 | 1500 | 2400 | IPT | .0005 | .0009 | .0011 | .0014 | .0019 | .0023 | .0028 | .0033 | .0037 | .0042 | .0047 | .0058 | |
| 3 | 1.25 x D1 | 1260 | 1500 | 2400 | IPT | .0004 | .0007 | .0009 | .0011 | .0015 | .0018 | .0022 | .0025 | .0029 | .0033 | .0036 | .0045 | |
| 4 | 1.25 x D1 | 1020 | 1140 | 1350 | IPT | .0004 | .0007 | .0009 | .0011 | .0015 | .0018 | .0022 | .0025 | .0029 | .0033 | .0036 | .0045 | |
| 5 | 1.25 x D1 | 630 | 1020 | 1800 | IPT | .0005 | .0009 | .0012 | .0014 | .0019 | .0023 | .0028 | .0033 | .0037 | .0042 | .0047 | .0058 | |
| Material |  |  |  | |||||||||||||||||
| Plunging/Drilling | UNCOATED | Recommended feed per revolution (fn =IPR) for plunging 2-flute end mills | ||||||||||||||||||
| Cutting Speed | D1 | |||||||||||||||||||
| Max Depth | Applicable | Coolant | Min | Start | Max | Fraction | 1/8 | 5/32 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 9/16 | 5/8 | 23/32 | 3/4 | 1 | ||
| N | 1 | 1.5 x D | Required | 360 | 780 | 1200 | IPR | .0031 | .0047 | .0053 | .0059 | .0063 | .0079 | .0087 | .0093 | .0098 | .0104 | .0110 | .0118 | |
| 2 | 1.5 x D | Required | 360 | 750 | 840 | IPR | .0031 | .0047 | .0053 | .0059 | .0063 | .0079 | .0087 | .0093 | .0098 | .0104 | .0110 | .0118 | ||
| 3 | 1.5 x D | Required | 300 | 600 | 780 | IPR | .0031 | .0047 | .0053 | .0059 | .0063 | .0079 | .0087 | .0093 | .0098 | .0104 | .0110 | .0118 | ||
| 4 | 1 x D | Required | 180 | 450 | 780 | IPR | .0024 | .0031 | .0039 | .0047 | .0055 | .0063 | .0079 | .0083 | .0087 | .0093 | .0098 | .0110 | ||
| 5 | 1.5 x D | Required | 180 | 600 | 1200 | IPR | .0031 | .0047 | .0053 | .0059 | .0063 | .0079 | .0087 | .0093 | .0098 | .0104 | .0110 | .0118 | ||
| Material | | | | |||||||||||||||||
| Plunging/Drilling | UNCOATED | Recommended feed per revolution (fn =IPR) for plunging 3-flute end mills | ||||||||||||||||||
| Cutting Speed | D1 | |||||||||||||||||||
| Max Depth | Applicable | Coolant | Min | Start | Max | Fraction | 1/8 | 5/32 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 9/16 | 5/8 | 23/32 | 3/4 | 1 | ||
| N | 1 | 1,5 x D | Required | 360 | 780 | 1200 | IPR | .0022 | .0033 | .0037 | .0041 | .0044 | .0055 | .0061 | .0065 | .0069 | .0073 | .0077 | .0083 | |
| 2 | 1,5 x D | Required | 360 | 750 | 840 | IPR | .0022 | .0033 | .0037 | .0041 | .0044 | .0055 | .0061 | .0065 | .0069 | .0073 | .0077 | .0083 | ||
| 3 | 1,5 x D | Required | 300 | 600 | 780 | IPR | .0022 | .0033 | .0037 | .0041 | .0044 | .0055 | .0061 | .0065 | .0069 | .0073 | .0077 | .0083 | ||
| 4 | 1 x D | Required | 180 | 450 | 780 | IPR | .0017 | .0022 | .0028 | .0033 | .0039 | .0044 | .0055 | .0058 | .0061 | .0065 | .0069 | .0077 | ||
| 5 | 1,5 x D | Required | 180 | 600 | 1200 | IPR | .0022 | .0033 | .0037 | .0041 | .0044 | .0055 | .0061 | .0065 | .0069 | .0073 | .0077 | .0083 | ||
| Material |  |  | | |||||||||||||||||
| Side Milling (A) and Slotting (B) | UNCOATED | Recommended feed per tooth (Fz = IPT) for side milling (A). For slotting (B), reduce Fz by 20%. | ||||||||||||||||||
| A | B | Cutting Speed | D1 | |||||||||||||||||
| ap | ae | ap | Min | Start | Max | Fraction | 1/8 | 5/32 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 9/16 | 5/8 | 23/32 | 3/4 | 1 | ||
| N | 1 | Ap1 max | 0,5 x D1 | 1 x D | 1500 | 1800 | 6000 | IPT | .0009 | .0017 | .0022 | .0026 | .0035 | .0043 | .0052 | .0060 | .0069 | .0078 | .0087 | .0108 |
| 2 | Ap1 max | 0,5 x D1 | 1 x D | 1500 | 1800 | 4500 | IPT | .0008 | .0016 | .0019 | .0023 | .0031 | .0039 | .0047 | .0054 | .0062 | .0070 | .0078 | .0097 | |
| 3 | Ap1 max | 0,5 x D1 | 1 x D | 1500 | 1800 | 4500 | IPT | .0006 | .0012 | .0015 | .0018 | .0024 | .0030 | .0036 | .0042 | .0048 | .0054 | .0061 | .0076 | |
| 4 | Ap1 max | 0,5 x D1 | 1 x D | 1200 | 1350 | 2250 | IPT | .0006 | .0012 | .0015 | .0018 | .0024 | .0030 | .0036 | .0042 | .0048 | .0054 | .0061 | .0076 | |
| 5 | Ap1 max | 0,5 x D1 | 1 x D | 750 | 1200 | 3000 | IPT | .0008 | .0016 | .0020 | .0023 | .0031 | .0039 | .0047 | .0054 | .0062 | .0070 | .0078 | .0097 | |
| Material | | | | |||||||||||||||||
| Side Milling (A) and Slotting (B) | UNCOATED | Recommended feed per tooth (Fz = IPT) for side milling (A). For slotting (B), reduce Fz by 20%. | ||||||||||||||||||
| A | B | Cutting Speed | D1 | |||||||||||||||||
| ap | ae | ap | Min | Start | Max | Fraction | 1/8 | 5/32 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 9/16 | 5/8 | 23/32 | 3/4 | 1 | ||
| N | 1 | Ap1 max | 0,5 x D1 | 1 x D1 | 1500 | 1800 | 6000 | IPT | .0009 | .0017 | .0022 | .0026 | .0035 | .0043 | .0052 | .0060 | .0069 | .0078 | .0087 | .0108 |
| 2 | Ap1 max | 0,5 x D1 | 1 x D1 | 1500 | 1800 | 4500 | IPT | .0008 | .0016 | .0019 | .0023 | .0031 | .0039 | .0047 | .0054 | .0062 | .0070 | .0078 | .0097 | |
| 3 | Ap1 max | 0,5 x D1 | 1 x D1 | 1500 | 1800 | 4500 | IPT | .0006 | .0012 | .0015 | .0018 | .0024 | .0030 | .0036 | .0042 | .0048 | .0054 | .0061 | .0076 | |
| 4 | Ap1 max | 0,5 x D1 | 1 x D1 | 1200 | 1350 | 2250 | IPT | .0006 | .0012 | .0015 | .0018 | .0024 | .0030 | .0036 | .0042 | .0048 | .0054 | .0061 | .0076 | |
| 5 | Ap1 max | 0,5 x D1 | 1 x D1 | 750 | 1200 | 3000 | IPT | .0008 | .0016 | .0020 | .0023 | .0031 | .0039 | .0047 | .0054 | .0062 | .0070 | .0078 | .0097 | |