Welcome
Please confirm your preferences
Update Preferences
Product Suggestions
Product Family suggestions
Contact a WIDIA Expert
Customer Support
Find customer support centers around the globe.
Hi, User Name
Your Selected Account:
There is an issue with your account. Please contact customer support.
Sold To Account Change Account
Ship To Account Change Account
- Dashboard
- Manage Orders
- Manage Channels
- Address Book
Notifications
Mark all as read- Change Password
- My Profile
- Logout
Item(s) successfully added to cart
View Cart
View Cart
Buy More Inserts, Save More on Steel Shop Now
Contact a WIDIA Expert
Customer Support
Find customer support centers around the globe.
Item(s) successfully added to cart
View Cart
View Cart
Editing Solution
Adding Solution
Solution Name:{{SolutionName}}- Products
- /
- Solid End Milling
- /
- Multi-Purpose End Mills
- /
- GP
- /
- GP End Mills • Series D004 D014 • Square End • 4 Flute • Metric DIN 6527
Product Similar To: [Product Name]
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

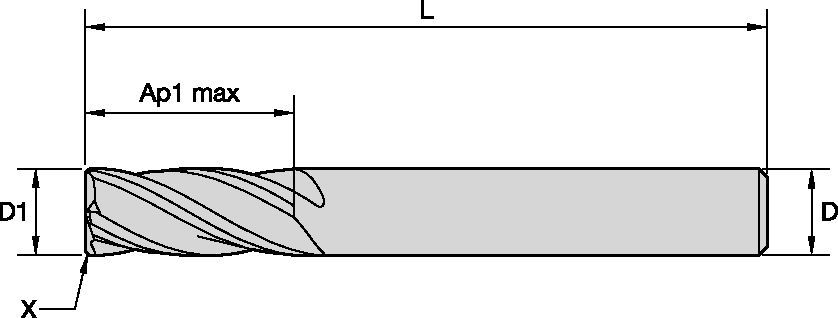
GP End Mills • Series D004 D014 • Square End • 4 Flute • Metric DIN 6527
Series D004 D014 • Metric
Features and benefits
- Center cutting.
- Chamfered and sharp corners.
- Standard items listed. Additional styles and coatings made-to-order.
Uses and application
100029627
Ramping: Blank
Slotting: Square End
Corner Style: Corner Chamfer
Shank - Cylindrical Plain
Shank - Cylindrical Weldon
Side Milling/Shoulder Milling: Square End
Helix Angle: 30°
38551
Tool Dimensions: Flute Configuration: 4
Application Data • 4004 4014 4024 Series • TiAlN • Metric
| Side Milling (A) and Slotting (B) | TiAlN | Recommended feed per tooth (fz = mm/th) for side milling (A). For slotting (B), reduce fz by 20%. | |||||||||||||||||||
| A | B | Cutting Speed | D1 | ||||||||||||||||||
| Material | ap | ae | ap | Min | Max | mm | 1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | Ap1 max | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | Ap1 max | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | Ap1 max | 0,1 x D | 0,5 x D | 140 | – | 190 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | Ap1 max | 0,1 x D | 0,5 x D | 120 | – | 160 | fz | 0,006 | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | Ap1 max | 0,1 x D | 0,5 x D | 90 | – | 150 | fz | 0,005 | 0,010 | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | |
| M | 1 | Ap1 max | 0,1 x D | 0,5 x D | 90 | – | 115 | fz | 0,006 | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | Ap1 max | 0,1 x D | 0,5 x D | 60 | – | 80 | fz | 0,005 | 0,009 | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| K | 1 | Ap1 max | 0,1 x D | 0,5 x D | 120 | – | 150 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 2 | Ap1 max | 0,1 x D | 0,5 x D | 110 | – | 140 | fz | 0,006 | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
Application Data • 4004 4014 4024 Series • Uncoated • Metric
 |  |  | ||||||||||||||||
| Side Milling (A) and Slotting (B) | Uncoated | Recommended feed per tooth (fz = mm/th) for side milling (A). For slotting (B), reduce fz by 20%. | ||||||||||||||||
| A | B | Cutting Speed | D1 | |||||||||||||||
| Material | ap | ae | ap | Min | Max | mm | 1,0 | 2,0 | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | ||
| P | 0 | Ap1 max | 0,1 x D | 0,5 x D | 120 | – | 160 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,044 | 0,060 | 0,072 | 0,083 | 0,101 | 0,114 |
| 1 | Ap1 max | 0,1 x D | 0,5 x D | 120 | – | 160 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,044 | 0,060 | 0,072 | 0,083 | 0,101 | 0,114 | |
| 2 | Ap1 max | 0,1 x D | 0,5 x D | 112 | – | 152 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,044 | 0,060 | 0,072 | 0,083 | 0,101 | 0,114 | |
| N | 1 | Ap1 max | 0,1 x D | 0,5 x D | 400 | – | 1600 | fz | 0,010 | 0,020 | 0,030 | 0,040 | 0,060 | 0,080 | 0,100 | 0,120 | 0,160 | 0,200 |
| 2 | Ap1 max | 0,1 x D | 0,5 x D | 400 | – | 1200 | fz | 0,008 | 0,016 | 0,024 | 0,032 | 0,048 | 0,064 | 0,080 | 0,096 | 0,128 | 0,160 | |
| 4 | Ap1 max | 0,1 x D | 0,5 x D | 320 | – | 600 | fz | 0,007 | 0,014 | 0,021 | 0,028 | 0,042 | 0,056 | 0,070 | 0,084 | 0,112 | 0,140 | |
Series D014 2528 4014 4024 • TiAlN • GP 4-Flute
|  | ||||||||||||||||||
| Side Milling (A) | TiAlN | Recommended feed per tooth (fz = mm/th) for side milling (A). | |||||||||||||||||
| A | Cutting Speed | D1 | |||||||||||||||||
| Material | ap | ae | Min | Max | mm | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | Ap1 max | 0,1 x D | 150 | – | 200 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | Ap1 max | 0,1 x D | 150 | – | 200 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | Ap1 max | 0,1 x D | 140 | – | 190 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | Ap1 max | 0,1 x D | 120 | – | 160 | fz | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | Ap1 max | 0,1 x D | 90 | – | 150 | fz | 0,010 | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | |
| M | 1 | Ap1 max | 0,1 x D | 90 | – | 115 | fz | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | Ap1 max | 0,1 x D | 60 | – | 80 | fz | 0,009 | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| K | 1 | Ap1 max | 0,1 x D | 120 | – | 150 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 2 | Ap1 max | 0,1 x D | 110 | – | 140 | fz | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
Series D014 2528 4014 4024 • Uncoated • GP 4-Flute
| | ||||||||||||||
| Side Milling (A) | Uncoated | Recommended feed per tooth (fz = mm/th) for side milling (A). | |||||||||||||
| A | Cutting Speed | D1 | |||||||||||||
| Material | ap | ae | Min | Max | mm | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | ||
| P | 0 | Ap1 max | 0,1 x D | 120 | – | 160 | fz | 0,021 | 0,028 | 0,044 | 0,060 | 0,072 | 0,083 | 0,101 | 0,114 |
| 1 | Ap1 max | 0,1 x D | 120 | – | 160 | fz | 0,021 | 0,028 | 0,044 | 0,060 | 0,072 | 0,083 | 0,101 | 0,114 | |
| 2 | Ap1 max | 0,1 x D | 112 | – | 152 | fz | 0,021 | 0,028 | 0,044 | 0,060 | 0,072 | 0,083 | 0,101 | 0,114 | |
| N | 1 | Ap1 max | 0,1 x D | 400 | – | 1600 | fz | 0,030 | 0,040 | 0,060 | 0,080 | 0,100 | 0,120 | 0,160 | 0,200 |
| 2 | Ap1 max | 0,1 x D | 400 | – | 1200 | fz | 0,024 | 0,032 | 0,048 | 0,064 | 0,080 | 0,096 | 0,128 | 0,160 | |
| 4 | Ap1 max | 0,1 x D | 320 | – | 600 | fz | 0,021 | 0,028 | 0,042 | 0,056 | 0,070 | 0,084 | 0,112 | 0,140 | |