Bem-vindo!
Confirme suas preferências
Atualizar preferências
Sugestões de produtos
Product Family suggestions
WIDIA ao seu serviço
Olá., User Name
Sua conta selecionada:
Existe um problema com a sua conta. Entre em contato com o suporte ao cliente.
Conta do vendedor Alterar conta
Conta de entrega Alterar conta
- Painel de controle
- Gerenciar pedidos
- Gerenciar canais
- Catálogo de endereços
Notificações
Marcar todas como lidas- Alterar senha
- Meu perfil
- Desconectar
Itens adicionado com sucesso ao carrinho
Ver o carrinho
Ver o carrinho
Soluções poderosas de ferramentas já à venda. Compre agora
WIDIA ao seu serviço
Itens adicionado com sucesso ao carrinho
Ver o carrinho
Ver o carrinho
Editando solução
Adicionando solução
Nome da solução:{{SolutionName}}- Produtos
- /
- Fresas de Topo Inteiriça
- /
- Fresas de Topo Multi Uso
- /
- GP
- /
- GP End Mills • Series I4S • Sharp Edge • 4 Flute • Inch
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

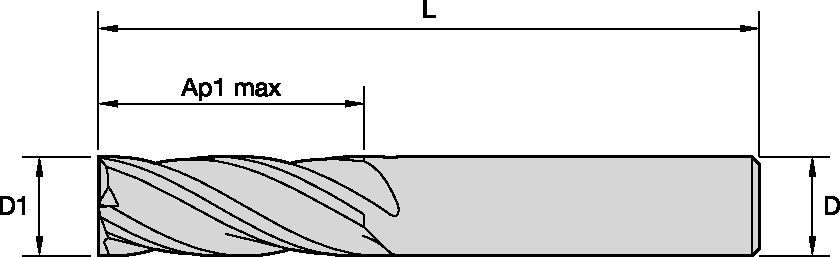
GP End Mills • Series I4S • Sharp Edge • 4 Flute • Inch
Series I4S • Inch
Características e benefícios
- Center cutting
- Chamfered and sharp corners
- Standard items listed and additional styles and coatings made-to-order
Usos e aplicações
Fresamento de rampa: blank
Abertura de canal: topo reto
Fresamento lateral/fresamento de canto: topo reto
Estilo de canto: topo reto
Haste — Cilíndrica lisa
Haste — Cilíndrica Weldon
Ângulo de hélice: 30°
Dimensões da ferramenta: Configuração de canal: 4
 |  |  | ||||||||||||||||||||
| Fresamento lateral (A) e canal (B) | TiAlN | Recommended feed per tooth (IPT = inch/th) for side milling (A). For slotting (B), reduce IPT by 20%. | ||||||||||||||||||||
| A | B | Velocidade de corte | D1 | |||||||||||||||||||
| frac. | 1/64 | 1/32 | 1/16 | 5/64 | 3/32 | 1/8 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | ||||||||
| Grupo de material | ap | ae | ap | Mín. | Máx. | dec. | .0156 | .0313 | .0625 | .0781 | .0938 | .1250 | .1875 | .2500 | .3125 | .3750 | .5000 | .6250 | .7500 | 1.0000 | ||
| P | 0 | Ap1 máx | 0.1xD | 0.5XD | 490 | – | 660 | IPT | .0001 | .0002 | .0004 | .0005 | .0007 | .0009 | .0013 | .0018 | .0023 | .0027 | .0034 | .0039 | .0044 | .0049 |
| 1 | Ap1 máx | 0.1xD | 0.5XD | 490 | – | 660 | IPT | .0001 | .0002 | .0004 | .0005 | .0007 | .0009 | .0013 | .0018 | .0023 | .0027 | .0034 | .0039 | .0044 | .0049 | |
| 2 | Ap1 máx | 0.1xD | 0.5XD | 460 | – | 620 | IPT | .0001 | .0002 | .0004 | .0005 | .0007 | .0009 | .0013 | .0018 | .0023 | .0027 | .0034 | .0039 | .0044 | .0049 | |
| 3 | Ap1 máx | 0.1xD | 0.5XD | 390 | – | 520 | IPT | .0001 | .0002 | .0004 | .0004 | .0005 | .0007 | .0011 | .0015 | .0020 | .0023 | .0029 | .0034 | .0039 | .0045 | |
| 4 | Ap1 máx | 0.1xD | 0.5XD | 300 | – | 490 | IPT | .0001 | .0002 | .0003 | .0004 | .0005 | .0007 | .0010 | .0014 | .0017 | .0020 | .0026 | .0030 | .0034 | .0039 | |
| M | 1 | Ap1 máx | 0.1xD | 0.5XD | 300 | – | 380 | IPT | .0001 | .0002 | .0004 | .0004 | .0005 | .0007 | .0011 | .0015 | .0020 | .0023 | .0029 | .0034 | .0039 | .0045 |
| 2 | Ap1 máx | 0.1xD | 0.5XD | 200 | – | 260 | IPT | .0001 | .0001 | .0003 | .0004 | .0004 | .0006 | .0009 | .0012 | .0016 | .0018 | .0023 | .0027 | .0031 | .0036 | |
| K | 1 | Ap1 máx | 0.1xD | 0.5XD | 390 | – | 490 | IPT | .0001 | .0002 | .0004 | .0005 | .0007 | .0009 | .0013 | .0018 | .0023 | .0027 | .0034 | .0039 | .0044 | .0049 |
| 2 | Ap1 máx | 0.1xD | 0.5XD | 360 | – | 460 | IPT | .0001 | .0002 | .0004 | .0004 | .0005 | .0007 | .0011 | .0015 | .0020 | .0023 | .0029 | .0034 | .0039 | .0045 | |
Application Data • Series I4S..S I4S..R • Uncoated • Inch
| | | ||||||||||||||||||
| Fresamento lateral (A) e canal (B) | sem revestimento | Recommended feed per tooth (IPT = inch/th) for side milling (A). For slotting (B), reduce IPT by 20%. | ||||||||||||||||||
| A | B | Velocidade de corte | D1 | |||||||||||||||||
| frac. | 1/16 | 5/64 | 3/32 | 1/8 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | ||||||||
| Grupo de material | ap | ae | ap | Mín. | Máx. | dec. | .0625 | .0781 | .0938 | .1250 | .1875 | .2500 | .3125 | .3750 | .5000 | .6250 | .7500 | 1.0000 | ||
| P | 0 | Ap1 máx | 0.1xD | 0.5XD | 390 | – | 520 | IPT | .0004 | .0005 | .0007 | .0009 | .0013 | .0018 | .0023 | .0027 | .0034 | .0039 | .0044 | .0049 |
| 1 | 1.25xD | 0.1xD | 0.5XD | 390 | – | 520 | IPT | .0004 | .0005 | .0007 | .0009 | .0013 | .0018 | .0023 | .0027 | .0034 | .0039 | .0044 | .0049 | |
| 2 | 1.25xD | 0.1xD | 0.5XD | 370 | – | 500 | IPT | .0004 | .0005 | .0007 | .0009 | .0013 | .0018 | .0023 | .0027 | .0034 | .0039 | .0044 | .0049 | |
Application Data • Series I4S..L I4S..X • TiAlN • Inch
|  | ||||||||||||||||
| Fresamento lateral (A) | TiAlN | Recommended feed per tooth (IPT = inch/th) for side milling (A). | |||||||||||||||
| A | Velocidade de corte | D1 | |||||||||||||||
| frac. | 3/32 | 1/8 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | |||||||
| Grupo de material | ap | ae | Mín. | Máx. | dec. | .0938 | .1250 | .1875 | .2500 | .3125 | .3750 | .5000 | .6250 | .7500 | 1.0000 | ||
| P | 0 | Ap1 máx | 0.1xD | 490 | – | 660 | IPT | .0007 | .0009 | .0013 | .0018 | .0023 | .0027 | .0034 | .0039 | .0044 | .0049 |
| 1 | Ap1 máx | 0.1xD | 490 | – | 660 | IPT | .0007 | .0009 | .0013 | .0018 | .0023 | .0027 | .0034 | .0039 | .0044 | .0049 | |
| 2 | Ap1 máx | 0.1xD | 460 | – | 620 | IPT | .0007 | .0009 | .0013 | .0018 | .0023 | .0027 | .0034 | .0039 | .0044 | .0049 | |
| 3 | Ap1 máx | 0.1xD | 390 | – | 520 | IPT | .0005 | .0007 | .0011 | .0015 | .0020 | .0023 | .0029 | .0034 | .0039 | .0045 | |
| 4 | Ap1 máx | 0.1xD | 300 | – | 490 | IPT | .0005 | .0007 | .0010 | .0014 | .0017 | .0020 | .0026 | .0030 | .0034 | .0039 | |
| M | 1 | Ap1 máx | 0.1xD | 300 | – | 380 | IPT | .0005 | .0007 | .0011 | .0015 | .0020 | .0023 | .0029 | .0034 | .0039 | .0045 |
| 2 | Ap1 máx | 0.1xD | 200 | – | 260 | IPT | .0004 | .0006 | .0009 | .0012 | .0016 | .0018 | .0023 | .0027 | .0031 | .0036 | |
| K | 1 | Ap1 máx | 0.1xD | 390 | – | 490 | IPT | .0007 | .0009 | .0013 | .0018 | .0023 | .0027 | .0034 | .0039 | .0044 | .0049 |
| 2 | Ap1 máx | 0.1xD | 360 | – | 460 | IPT | .0005 | .0007 | .0011 | .0015 | .0020 | .0023 | .0029 | .0034 | .0039 | .0045 | |
Application Data • Series I4S..L I4S..X • Uncoated • Inch
| | ||||||||||||||||
| Fresamento lateral (A) | sem revestimento | Recommended feed per tooth (IPT = inch/th) for side milling (A). | |||||||||||||||
| A | Velocidade de corte | D1 | |||||||||||||||
| frac. | 3/32 | 1/8 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | |||||||
| Grupo de material | ap | ae | Mín. | Máx. | dec. | .0938 | .1250 | .1875 | .2500 | .3125 | .3750 | .5000 | .6250 | .7500 | 1.0000 | ||
| P | 0 | Ap1 máx | 0.1x D | 390 | – | 520 | IPT | .0007 | .0009 | .0013 | .0018 | .0023 | .0027 | .0034 | .0039 | .0044 | .0049 |
| 1 | Ap1 máx | 0.1x D | 390 | – | 520 | IPT | .0007 | .0009 | .0013 | .0018 | .0023 | .0027 | .0034 | .0039 | .0044 | .0049 | |
| 2 | Ap1 máx | 0.1x D | 370 | – | 500 | IPT | .0007 | .0009 | .0013 | .0018 | .0023 | .0027 | .0034 | .0039 | .0044 | .0049 | |