Welcome
Please confirm your preferences
Update Preferences
Product Suggestions
Product Family suggestions
Hi, User Name
Your Selected Account:
There is an issue with your account. Please contact customer support.
Sold To Account Change Account
Ship To Account Change Account
- Dashboard
- Manage Orders
- Manage Channels
- Address Book
Notifications
Mark all as read- Change Password
- My Profile
- Logout
Item(s) successfully added to cart
View Cart
View Cart
Powerful tooling solutions on sale now. Shop Now
Item(s) successfully added to cart
View Cart
View Cart
Editing Solution
Adding Solution
Solution Name:{{SolutionName}}- Products
- /
- Solid End Milling
- /
- High-Performance End Mills
- /
- ALUFLASH™
- /
- ALUFLASH • Series 2A09 • Square End • 2 Flute • Regular Length • Cylindrical Shank • Inch
Product Similar To: [Product Name]
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

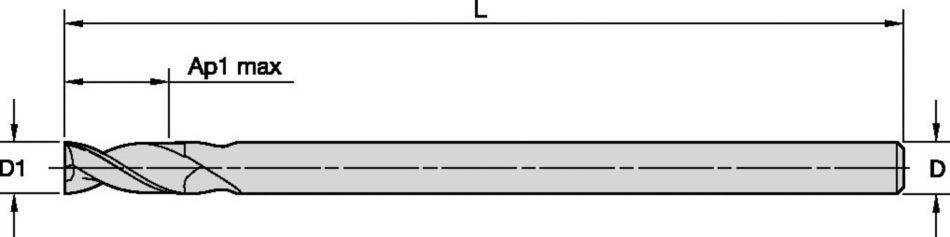
ALUFLASH • Series 2A09 • Square End • 2 Flute • Regular Length • Cylindrical Shank • Inch
ALUFLASH™ Series 2A09 • Square End • 2 Flute • Regular Length • Cylindrical Shank • Inch
Uses and application
Trochoidal Milling
Drilling
Helical Milling
Plunge Milling
Ramping: Blank
Slotting: Square End
Side Milling/Shoulder Milling: Square End
| Material | Helical Interpolation / Ramping 0° - 15° |  |  |  | ||||||||||||||
| UNCOATED | Recommended feed per tooth (fz = IPT) for helical interpolation and ramping | |||||||||||||||||
| Cutting Speed | Diameter | |||||||||||||||||
| Min | Start | Max | Fraction | 1/8 | 5/32 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 9/16 | 5/8 | 23/32 | 3/4 | 1 | |||
| Max Depth | Min | Start | Max | Decimals | .180-.180 | .180-.297 | .216-.356 | .288-.475 | .359-.594 | .431-.713 | .575-.950 | .633-1.047 | .719-1.188 | .814-1.346 | .863-1.425 | 1.150-1.900 | ||
| N | 1 | 1.25 x D1 | 1500 | 1800 | 6000 | IPT | .0009 | .0017 | .0022 | .0026 | .0035 | .0043 | .0052 | .0060 | .0069 | .0078 | .0087 | .0108 |
| 2 | 1.25 x D1 | 1500 | 1800 | 4500 | IPT | .0008 | .0016 | .0019 | .0023 | .0031 | .0039 | .0047 | .0054 | .0062 | .0070 | .0078 | .0097 | |
| 3 | 1.25 x D1 | 1500 | 1800 | 4500 | IPT | .0006 | .0012 | .0015 | .0018 | .0024 | .0030 | .0036 | .0042 | .0048 | .0054 | .0061 | .0076 | |
| 4 | 1.25 x D1 | 1200 | 1350 | 2250 | IPT | .0006 | .0012 | .0015 | .0018 | .0024 | .0030 | .0036 | .0042 | .0048 | .0054 | .0061 | .0076 | |
| 5 | 1.25 x D1 | 750 | 1200 | 3000 | IPT | .0008 | .0016 | .0020 | .0023 | .0031 | .0039 | .0047 | .0054 | .0062 | .0070 | .0078 | .0097 | |
| Material | Helical Interpolation / Ramping 15° - 30° | | | | ||||||||||||||
| UNCOATED | Recommended feed per tooth (fz = IPT) for helical interpolation and ramping | |||||||||||||||||
| Cutting Speed | Diameter | |||||||||||||||||
| Min | Start | Max | Fraction | 1/8 | 5/32 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 9/16 | 5/8 | 23/32 | 3/4 | 1 | |||
| Max Depth | Min | Start | Max | Decimals | .180-.180 | .180-.297 | .216-.356 | .288-.475 | .359-.594 | .431-.713 | .575-.950 | .633-1.047 | .719-1.188 | .814-1.346 | .863-1.425 | 1.150-1.900 | ||
| N | 1 | 1.25 x D1 | 1500 | 1800 | 4800 | IPT | .0006 | .0013 | .0016 | .0019 | .0026 | .0032 | .0039 | .0045 | .0052 | .0058 | .0065 | .0081 |
| 2 | 1.25 x D1 | 1500 | 1800 | 3600 | IPT | .0006 | .0012 | .0014 | .0018 | .0023 | .0029 | .0035 | .0041 | .0047 | .0053 | .0058 | .0073 | |
| 3 | 1.25 x D1 | 1500 | 1800 | 3600 | IPT | .0005 | .0009 | .0011 | .0014 | .0018 | .0023 | .0027 | .0032 | .0036 | .0041 | .0045 | .0057 | |
| 4 | 1.25 x D1 | 1200 | 1350 | 1800 | IPT | .0005 | .0009 | .0011 | .0014 | .0018 | .0023 | .0027 | .0032 | .0036 | .0041 | .0045 | .0057 | |
| 5 | 1.25 x D1 | 750 | 1200 | 2400 | IPT | .0006 | .0012 | .0015 | .0018 | .0023 | .0029 | .0035 | .0041 | .0047 | .0053 | .0058 | .0073 | |
| Material | Helical Interpolation / Ramping 30° - 45° | | | | ||||||||||||||
| UNCOATED | Recommended feed per tooth (fz = IPT) for helical interpolation and ramping | |||||||||||||||||
| Cutting Speed | Diameter | |||||||||||||||||
| Min | Start | Max | Fraction | 1/8 | 5/32 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 9/16 | 5/8 | 23/32 | 3/4 | 1 | |||
| Max Depth | Min | Start | Max | Decimals | .180-.180 | .180-.297 | .216-.356 | .288-.475 | .359-.594 | .431-.713 | .575-.950 | .633-1.047 | .719-1.188 | .814-1.346 | .863-1.425 | 1.150-1.900 | ||
| N | 1 | 1.25 x D1 | 1260 | 1500 | 2400 | IPT | .0005 | .0010 | .0013 | .0016 | .0021 | .0026 | .0031 | .0036 | .0042 | .0047 | .0052 | .0065 |
| 2 | 1.25 x D1 | 1260 | 1500 | 2400 | IPT | .0005 | .0009 | .0011 | .0014 | .0019 | .0023 | .0028 | .0033 | .0037 | .0042 | .0047 | .0058 | |
| 3 | 1.25 x D1 | 1260 | 1500 | 2400 | IPT | .0004 | .0007 | .0009 | .0011 | .0015 | .0018 | .0022 | .0025 | .0029 | .0033 | .0036 | .0045 | |
| 4 | 1.25 x D1 | 1020 | 1140 | 1350 | IPT | .0004 | .0007 | .0009 | .0011 | .0015 | .0018 | .0022 | .0025 | .0029 | .0033 | .0036 | .0045 | |
| 5 | 1.25 x D1 | 630 | 1020 | 1800 | IPT | .0005 | .0009 | .0012 | .0014 | .0019 | .0023 | .0028 | .0033 | .0037 | .0042 | .0047 | .0058 | |
| Material |  |  | | |||||||||||||||||
| Plunging/Drilling | UNCOATED | Recommended feed per revolution (fn =IPR) for plunging 2-flute end mills | ||||||||||||||||||
| Cutting Speed | D1 | |||||||||||||||||||
| Max Depth | Applicable | Coolant | Min | Start | Max | Fraction | 1/8 | 5/32 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 9/16 | 5/8 | 23/32 | 3/4 | 1 | ||
| N | 1 | 1.5 x D | Required | 360 | 780 | 1200 | IPR | .0031 | .0047 | .0053 | .0059 | .0063 | .0079 | .0087 | .0093 | .0098 | .0104 | .0110 | .0118 | |
| 2 | 1.5 x D | Required | 360 | 750 | 840 | IPR | .0031 | .0047 | .0053 | .0059 | .0063 | .0079 | .0087 | .0093 | .0098 | .0104 | .0110 | .0118 | ||
| 3 | 1.5 x D | Required | 300 | 600 | 780 | IPR | .0031 | .0047 | .0053 | .0059 | .0063 | .0079 | .0087 | .0093 | .0098 | .0104 | .0110 | .0118 | ||
| 4 | 1 x D | Required | 180 | 450 | 780 | IPR | .0024 | .0031 | .0039 | .0047 | .0055 | .0063 | .0079 | .0083 | .0087 | .0093 | .0098 | .0110 | ||
| 5 | 1.5 x D | Required | 180 | 600 | 1200 | IPR | .0031 | .0047 | .0053 | .0059 | .0063 | .0079 | .0087 | .0093 | .0098 | .0104 | .0110 | .0118 | ||
| Material | | |  | |||||||||||||||||
| Plunging/Drilling | UNCOATED | Recommended feed per revolution (fn =IPR) for plunging 3-flute end mills | ||||||||||||||||||
| Cutting Speed | D1 | |||||||||||||||||||
| Max Depth | Applicable | Coolant | Min | Start | Max | Fraction | 1/8 | 5/32 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 9/16 | 5/8 | 23/32 | 3/4 | 1 | ||
| N | 1 | 1,5 x D | Required | 360 | 780 | 1200 | IPR | .0022 | .0033 | .0037 | .0041 | .0044 | .0055 | .0061 | .0065 | .0069 | .0073 | .0077 | .0083 | |
| 2 | 1,5 x D | Required | 360 | 750 | 840 | IPR | .0022 | .0033 | .0037 | .0041 | .0044 | .0055 | .0061 | .0065 | .0069 | .0073 | .0077 | .0083 | ||
| 3 | 1,5 x D | Required | 300 | 600 | 780 | IPR | .0022 | .0033 | .0037 | .0041 | .0044 | .0055 | .0061 | .0065 | .0069 | .0073 | .0077 | .0083 | ||
| 4 | 1 x D | Required | 180 | 450 | 780 | IPR | .0017 | .0022 | .0028 | .0033 | .0039 | .0044 | .0055 | .0058 | .0061 | .0065 | .0069 | .0077 | ||
| 5 | 1,5 x D | Required | 180 | 600 | 1200 | IPR | .0022 | .0033 | .0037 | .0041 | .0044 | .0055 | .0061 | .0065 | .0069 | .0073 | .0077 | .0083 | ||
| Material |  |  | | |||||||||||||||||
| Side Milling (A) and Slotting (B) | UNCOATED | Recommended feed per tooth (Fz = IPT) for side milling (A). For slotting (B), reduce Fz by 20%. | ||||||||||||||||||
| A | B | Cutting Speed | D1 | |||||||||||||||||
| ap | ae | ap | Min | Start | Max | Fraction | 1/8 | 5/32 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 9/16 | 5/8 | 23/32 | 3/4 | 1 | ||
| N | 1 | Ap1 max | 0,5 x D1 | 1 x D | 1500 | 1800 | 6000 | IPT | .0009 | .0017 | .0022 | .0026 | .0035 | .0043 | .0052 | .0060 | .0069 | .0078 | .0087 | .0108 |
| 2 | Ap1 max | 0,5 x D1 | 1 x D | 1500 | 1800 | 4500 | IPT | .0008 | .0016 | .0019 | .0023 | .0031 | .0039 | .0047 | .0054 | .0062 | .0070 | .0078 | .0097 | |
| 3 | Ap1 max | 0,5 x D1 | 1 x D | 1500 | 1800 | 4500 | IPT | .0006 | .0012 | .0015 | .0018 | .0024 | .0030 | .0036 | .0042 | .0048 | .0054 | .0061 | .0076 | |
| 4 | Ap1 max | 0,5 x D1 | 1 x D | 1200 | 1350 | 2250 | IPT | .0006 | .0012 | .0015 | .0018 | .0024 | .0030 | .0036 | .0042 | .0048 | .0054 | .0061 | .0076 | |
| 5 | Ap1 max | 0,5 x D1 | 1 x D | 750 | 1200 | 3000 | IPT | .0008 | .0016 | .0020 | .0023 | .0031 | .0039 | .0047 | .0054 | .0062 | .0070 | .0078 | .0097 | |
| Material | | | | |||||||||||||||||
| Side Milling (A) and Slotting (B) | UNCOATED | Recommended feed per tooth (Fz = IPT) for side milling (A). For slotting (B), reduce Fz by 20%. | ||||||||||||||||||
| A | B | Cutting Speed | D1 | |||||||||||||||||
| ap | ae | ap | Min | Start | Max | Fraction | 1/8 | 5/32 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 9/16 | 5/8 | 23/32 | 3/4 | 1 | ||
| N | 1 | Ap1 max | 0,5 x D1 | 1 x D1 | 1500 | 1800 | 6000 | IPT | .0009 | .0017 | .0022 | .0026 | .0035 | .0043 | .0052 | .0060 | .0069 | .0078 | .0087 | .0108 |
| 2 | Ap1 max | 0,5 x D1 | 1 x D1 | 1500 | 1800 | 4500 | IPT | .0008 | .0016 | .0019 | .0023 | .0031 | .0039 | .0047 | .0054 | .0062 | .0070 | .0078 | .0097 | |
| 3 | Ap1 max | 0,5 x D1 | 1 x D1 | 1500 | 1800 | 4500 | IPT | .0006 | .0012 | .0015 | .0018 | .0024 | .0030 | .0036 | .0042 | .0048 | .0054 | .0061 | .0076 | |
| 4 | Ap1 max | 0,5 x D1 | 1 x D1 | 1200 | 1350 | 2250 | IPT | .0006 | .0012 | .0015 | .0018 | .0024 | .0030 | .0036 | .0042 | .0048 | .0054 | .0061 | .0076 | |
| 5 | Ap1 max | 0,5 x D1 | 1 x D1 | 750 | 1200 | 3000 | IPT | .0008 | .0016 | .0020 | .0023 | .0031 | .0039 | .0047 | .0054 | .0062 | .0070 | .0078 | .0097 | |