
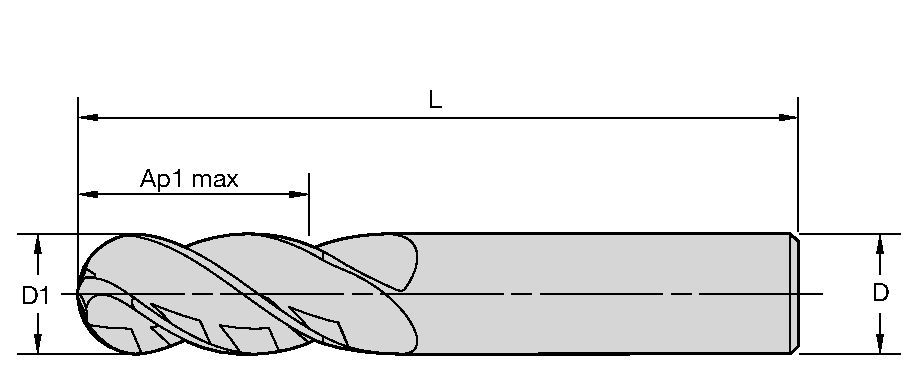
VariMillTM Xtreme • Ball Nose • 4 Flutes • Regular • Cylindrical Shank • Inch
High Performance Four-Flute Solid Carbide End Mill
Features and benefits
- The VariMill XTREME solid carbide end mill covers a broad range of applications, including helical interpolation, ramping, and plunging.
- Designed for a large variety of workpiece materials, the VariMill XTREME delivers highest tool stability through several unique features like twisted end face, parabolic core, non-linear gash profile.
- Four asymmetrical divided flutes and a variable helix reduce vibrations deliver enhanced tool life.
Uses and application
Ball Nose Trochoidal Milling
Drilling
Umfangfräsen/Schulterfräsen: Kugelkopf / Vollradius
Nutenfräsen: Kugelkopf / Vollradius
3D-Profilfräsen/Kopierfräsen