ようこそ
設定をご確認ください
設定の更新
提案製品
Product Family suggestions
ソリューション編集
ソリューション追加
ソリューション名:{{SolutionName}}- 製品
- /
- VariMill™切り屑スプリッター • ラジアス • 5フルート • 3 x D • Weldon®シャンク • メトリック
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.


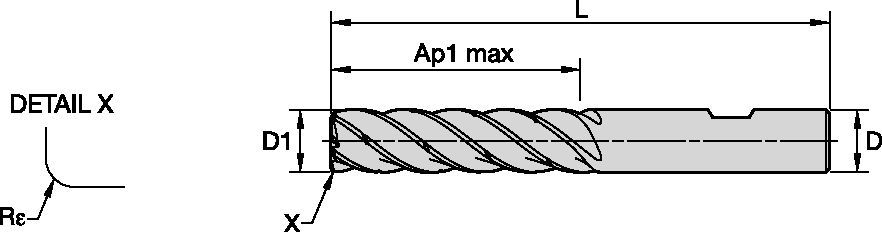
VariMill™切り屑スプリッター • ラジアス • 5フルート • 3 x D • Weldon®シャンク • メトリック
動的ミーリング加工用高性能超硬ソリッドエンドミル
特徴と利点
- 切り屑スプリッター付きで、高い表面品質を達成しながら、完璧な切り屑排出が可能。
- 鋼、ステンレス鋼、耐熱合金向けに設計された5フルート超硬ソリッドエンドミル。
- 切り屑除去率を最大化する3 x Dの切込み長。
- 不等分フルートスペーシングにより振動を低減し、工具寿命を向上。
使用法と用途
Trochoidal Milling
ヘリカルミーリング
ランピング加工:ブランク
コーナーのタイプ:コーナーR
側面加工/ショルダー加工:スクエアエンド
ねじれ角: 38°
Tool Dimensions: Flute Configuration: 5
| aeがD1の10%の場合の側面加工の1刃あたりの推奨フィード量(fz = mm/th) | ||||||||||||
| WP15PE | エンドミル径 | |||||||||||
| 側面加工 | 切削速度 | |||||||||||
| 被削材 グループ | ap | ae | 最小 | スタート | 最大 | mm | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |
| P | 0 | Ap max | 0,1 x D1 | 270 | 315 | 360 | fz | 0,072 | 0,086 | 0,099 | 0,121 | 0,137 |
| 1 | Ap max | 0,1 x D1 | 270 | 315 | 360 | fz | 0,072 | 0,086 | 0,099 | 0,121 | 0,137 | |
| 2 | Ap max | 0,1 x D1 | 252 | 297 | 342 | fz | 0,072 | 0,086 | 0,099 | 0,121 | 0,137 | |
| 3 | Ap max | 0,1 x D1 | 216 | 252 | 288 | fz | 0,060 | 0,073 | 0,084 | 0,105 | 0,121 | |
| 4 | Ap max | 0,1 x D1 | 162 | 216 | 270 | fz | 0,054 | 0,065 | 0,075 | 0,092 | 0,106 | |
| 5 | Ap max | 0,1 x D1 | 108 | 144 | 180 | fz | 0,048 | 0,058 | 0,067 | 0,084 | 0,097 | |
| 6 | Ap max | 0,1 x D1 | 90 | 113 | 135 | fz | 0,040 | 0,048 | 0,056 | 0,068 | 0,078 | |
| M | 1 | Ap max | 0,1 x D1 | 162 | 185 | 207 | fz | 0,060 | 0,073 | 0,084 | 0,105 | 0,121 |
| 2 | Ap max | 0,1 x D1 | 108 | 126 | 144 | fz | 0,048 | 0,058 | 0,067 | 0,084 | 0,097 | |
| 3 | Ap max | 0,1 x D1 | 108 | 117 | 126 | fz | 0,040 | 0,048 | 0,056 | 0,068 | 0,078 | |
| K | 1 | Ap max | 0,1 x D1 | 216 | 243 | 270 | fz | 0,072 | 0,086 | 0,099 | 0,121 | 0,137 |
| 2 | Ap max | 0,1 x D1 | 198 | 225 | 252 | fz | 0,060 | 0,073 | 0,084 | 0,105 | 0,121 | |
| 3 | Ap max | 0,1 x D1 | 198 | 216 | 234 | fz | 0,048 | 0,058 | 0,067 | 0,084 | 0,097 | |
| S | 1 | Ap max | 0,1 x D1 | 90 | 126 | 162 | fz | 0,060 | 0,073 | 0,084 | 0,105 | 0,121 |
| 2 | Ap max | 0,1 x D1 | 45 | 59 | 72 | fz | 0,048 | 0,058 | 0,067 | 0,084 | 0,097 | |
| 3 | Ap max | 0,1 x D1 | 45 | 59 | 72 | fz | 0,032 | 0,038 | 0,045 | 0,056 | 0,065 | |
| 4 | Ap max | 0,1 x D1 | 90 | 99 | 108 | fz | 0,044 | 0,053 | 0,062 | 0,077 | 0,089 | |
| H | 1 | Ap max | 0,1 x D1 | 144 | 198 | 252 | fz | 0,054 | 0,065 | 0,075 | 0,092 | 0,106 |
| 2 | Ap max | 0,1 x D1 | 126 | 171 | 216 | fz | 0,040 | 0,048 | 0,056 | 0,068 | 0,078 | |
| aeがD1の2%の場合の側面加工の1刃あたりの推奨フィード量(fz = mm/th) | ||||||||||||
| WP15PE | エンドミル径 | |||||||||||
| 側面加工 | 切削速度 | |||||||||||
| 被削材 グループ | ap | ae | 最小 | スタート | 最大 | mm | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |
| P | 0 | Ap max | 0,2 x D1 | 300 | 350 | 400 | fz | 0,135 | 0,162 | 0,186 | 0,227 | 0,257 |
| 1 | Ap max | 0,2 x D1 | 300 | 350 | 400 | fz | 0,135 | 0,162 | 0,186 | 0,227 | 0,257 | |
| 2 | Ap max | 0,2 x D1 | 280 | 330 | 380 | fz | 0,135 | 0,162 | 0,186 | 0,227 | 0,257 | |
| 3 | Ap max | 0,2 x D1 | 240 | 280 | 320 | fz | 0,113 | 0,136 | 0,158 | 0,196 | 0,227 | |
| 4 | Ap max | 0,2 x D1 | 180 | 240 | 300 | fz | 0,101 | 0,122 | 0,140 | 0,173 | 0,198 | |
| 5 | Ap max | 0,2 x D1 | 120 | 160 | 200 | fz | 0,090 | 0,109 | 0,126 | 0,157 | 0,182 | |
| 6 | Ap max | 0,2 x D1 | 100 | 125 | 150 | fz | 0,076 | 0,091 | 0,105 | 0,128 | 0,146 | |
| M | 1 | Ap max | 0,2 x D1 | 180 | 205 | 230 | fz | 0,113 | 0,136 | 0,158 | 0,196 | 0,227 |
| 2 | Ap max | 0,2 x D1 | 120 | 140 | 160 | fz | 0,090 | 0,109 | 0,126 | 0,157 | 0,182 | |
| 3 | Ap max | 0,2 x D1 | 120 | 130 | 140 | fz | 0,076 | 0,091 | 0,105 | 0,128 | 0,146 | |
| K | 1 | Ap max | 0,2 x D1 | 240 | 270 | 300 | fz | 0,135 | 0,162 | 0,186 | 0,227 | 0,257 |
| 2 | Ap max | 0,2 x D1 | 220 | 250 | 280 | fz | 0,113 | 0,136 | 0,158 | 0,196 | 0,227 | |
| 3 | Ap max | 0,2 x D1 | 220 | 240 | 260 | fz | 0,090 | 0,109 | 0,126 | 0,157 | 0,182 | |
| S | 1 | Ap max | 0,2 x D1 | 100 | 140 | 180 | fz | 0,113 | 0,136 | 0,158 | 0,196 | 0,227 |
| 2 | Ap max | 0,2 x D1 | 50 | 65 | 80 | fz | 0,090 | 0,109 | 0,126 | 0,157 | 0,182 | |
| 3 | Ap max | 0,2 x D1 | 50 | 65 | 80 | fz | 0,059 | 0,072 | 0,084 | 0,104 | 0,122 | |
| 4 | Ap max | 0,2 x D1 | 100 | 110 | 120 | fz | 0,083 | 0,100 | 0,116 | 0,144 | 0,167 | |
| H | 1 | Ap max | 0,2 x D1 | 160 | 220 | 280 | fz | 0,101 | 0,122 | 0,140 | 0,173 | 0,198 |
| 2 | Ap max | 0,2 x D1 | 140 | 190 | 240 | fz | 0,076 | 0,091 | 0,105 | 0,128 | 0,146 | |
| aeがD1の5%の場合の側面加工の1刃あたりの推奨フィード量(fz = mm/th) | ||||||||||||
| WP15PE | エンドミル径 | |||||||||||
| 側面加工 | 切削速度 | |||||||||||
| 被削材 グループ | ap | ae | 最小 | スタート | 最大 | mm | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |
| P | 0 | Ap max | 0,05 x D1 | 300 | 350 | 400 | fz | 0,096 | 0,115 | 0,132 | 0,161 | 0,182 |
| 1 | Ap max | 0,05 x D1 | 300 | 350 | 400 | fz | 0,096 | 0,115 | 0,132 | 0,161 | 0,182 | |
| 2 | Ap max | 0,05 x D1 | 280 | 330 | 380 | fz | 0,096 | 0,115 | 0,132 | 0,161 | 0,182 | |
| 3 | Ap max | 0,05 x D1 | 240 | 280 | 320 | fz | 0,080 | 0,097 | 0,112 | 0,140 | 0,162 | |
| 4 | Ap max | 0,05 x D1 | 180 | 240 | 300 | fz | 0,072 | 0,086 | 0,100 | 0,123 | 0,141 | |
| 5 | Ap max | 0,05 x D1 | 120 | 160 | 200 | fz | 0,064 | 0,077 | 0,090 | 0,112 | 0,129 | |
| 6 | Ap max | 0,05 x D1 | 100 | 125 | 150 | fz | 0,054 | 0,065 | 0,074 | 0,091 | 0,104 | |
| M | 1 | Ap max | 0,05 x D1 | 180 | 205 | 230 | fz | 0,080 | 0,097 | 0,112 | 0,140 | 0,162 |
| 2 | Ap max | 0,05 x D1 | 120 | 140 | 160 | fz | 0,064 | 0,077 | 0,090 | 0,112 | 0,129 | |
| 3 | Ap max | 0,05 x D1 | 120 | 130 | 140 | fz | 0,054 | 0,065 | 0,074 | 0,091 | 0,104 | |
| K | 1 | Ap max | 0,05 x D1 | 240 | 270 | 300 | fz | 0,096 | 0,115 | 0,132 | 0,161 | 0,182 |
| 2 | Ap max | 0,05 x D1 | 220 | 250 | 280 | fz | 0,080 | 0,097 | 0,112 | 0,140 | 0,162 | |
| 3 | Ap max | 0,05 x D1 | 220 | 240 | 260 | fz | 0,064 | 0,077 | 0,090 | 0,112 | 0,129 | |
| S | 1 | Ap max | 0,05 x D1 | 100 | 140 | 180 | fz | 0,080 | 0,097 | 0,112 | 0,140 | 0,162 |
| 2 | Ap max | 0,05 x D1 | 50 | 65 | 80 | fz | 0,064 | 0,077 | 0,090 | 0,112 | 0,129 | |
| 3 | Ap max | 0,05 x D1 | 50 | 65 | 80 | fz | 0,042 | 0,051 | 0,060 | 0,074 | 0,086 | |
| 4 | Ap max | 0,05 x D1 | 100 | 110 | 120 | fz | 0,059 | 0,071 | 0,083 | 0,103 | 0,119 | |
| H | 1 | Ap max | 0,05 x D1 | 160 | 220 | 280 | fz | 0,072 | 0,086 | 0,100 | 0,123 | 0,141 |
| 2 | Ap max | 0,05 x D1 | 140 | 190 | 240 | fz | 0,054 | 0,065 | 0,074 | 0,091 | 0,104 | |