Benvenuto
Conferma le tue preferenze
Aggiorna preferenze
Suggerimenti sui prodotti
Product Family suggestions
WIDIA al tuo servizio
Servizio clienti
Trova i contatti dei centri assistenza clienti in tutto il mondo
Ciao, User Name
Account selezionato:
C'è un problema con il tuo account. Si prega di contattare l'assistenza clienti.
Sold To Account Modifica account
Ship To Account Modifica account
- Pannello di controllo
- Gestisci ordini
- Gestisci canali
- Rubrica
Notifications
Mark all as read- Modifica password
- Il mio profilo
- Disconnetti
Articolo/i aggiunto correttamente al carrello
Visualizza carrello
Visualizza carrello
Utensili performanti in vendita adesso. Acquistali
WIDIA al tuo servizio
Servizio clienti
Trova i contatti dei centri assistenza clienti in tutto il mondo
Articolo/i aggiunto correttamente al carrello
Visualizza carrello
Visualizza carrello
Modifica della soluzione
Soluzione aggiunta
Nome della soluzione:{{SolutionName}}- Prodotti
- /
- Vision Plus™ • Serie 7505 7515 7525 7545 • Spigolo vivo • Codolo cilindrico • Sistema metrico
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

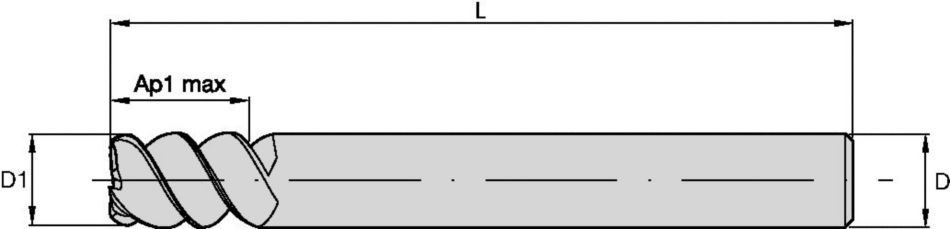
Vision Plus™ • Serie 7505 7515 7525 7545 • Spigolo vivo • Codolo cilindrico • Sistema metrico
Serie 7505 7515 7525 7545 • Vision Plus™
Features and benefits
- Center cutting.
- Standard items listed. Additional styles and coatings made-to-order.
Uses and application
Fresatura in rampa: Grezzo
Scanalatura: Testa piana
Stile angolo: Testa piana
Contornatura/fresatura a spallamento: Testa piana
38495
Dimensioni utensile: Configurazione del vano: X (variabile)
Serie 7515 • Vision Plus
 |  | | ||||||||||||||||
| Side Milling (A) and Slotting (B) | TiAlN | Recommended feed per tooth (fz = mm/th) for side milling (A). For slotting (B), reduce fz by 20%. | ||||||||||||||||
| A | B | Cutting Speed | D1 | |||||||||||||||
| Material | ap | ae | ap | Min | Max | mm | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | 25,0 | ||
| P | 3 | 2 x D | 0,3 x D | 0,75 x D | 160 | – | 180 | fz | 0,019 | 0,026 | 0,033 | 0,040 | 0,055 | 0,067 | 0,077 | 0,096 | 0,111 | 0,125 |
| 4 | 2 x D | 0,25 x D | 0,5 x D | 140 | – | 160 | fz | 0,017 | 0,024 | 0,030 | 0,036 | 0,049 | 0,059 | 0,069 | 0,084 | 0,097 | 0,107 | |
| H | 1 | 2 x D | 0,25 x D | 0,5 x D | 120 | – | 140 | fz | 0,017 | 0,024 | 0,030 | 0,036 | 0,049 | 0,059 | 0,069 | 0,084 | 0,097 | 0,107 |
| 2 | 2 x D | 0,2 x D | 0,4 x D | 80 | – | 130 | fz | 0,013 | 0,018 | 0,022 | 0,027 | 0,037 | 0,044 | 0,051 | 0,063 | 0,071 | 0,078 | |
| 3 | 2 x D | 0,1 x D | 0,2 x D | 70 | – | 100 | fz | 0,010 | 0,014 | 0,018 | 0,021 | 0,029 | 0,035 | 0,041 | 0,051 | 0,059 | 0,067 | |
| 4 | 2 x D | 0,05 x D | 0,05 x D | 50 | – | 70 | fz | 0,007 | 0,009 | 0,012 | 0,014 | 0,019 | 0,023 | 0,027 | 0,034 | 0,039 | 0,044 | |
Serie 7525 • Vision Plus
| | | ||||||||||||||||
| Side Milling (A) and Slotting (B) | TiAlN | Recommended feed per tooth (fz = mm/th) for side milling (A). For slotting (B), reduce fz by 20%. | ||||||||||||||||
| A | B | Cutting Speed | D1 | |||||||||||||||
| Material | ap | ae | ap | Min | Max | mm | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | 25,0 | ||
| P | 3 | 3 x D | 0,2 x D | 0,5 x D | 160 | – | 180 | fz | 0,019 | 0,026 | 0,033 | 0,040 | 0,055 | 0,067 | 0,077 | 0,096 | 0,111 | 0,125 |
| 4 | 3 x D | 0,2 x D | 0,3 x D | 140 | – | 160 | fz | 0,017 | 0,024 | 0,030 | 0,036 | 0,049 | 0,059 | 0,069 | 0,084 | 0,097 | 0,107 | |
| H | 1 | 3 x D | 0,2 x D | 0,3 x D | 120 | – | 140 | fz | 0,017 | 0,024 | 0,030 | 0,036 | 0,049 | 0,059 | 0,069 | 0,084 | 0,097 | 0,107 |
| 2 | 3 x D | 0,15 x D | 0,2 x D | 80 | – | 130 | fz | 0,013 | 0,018 | 0,022 | 0,027 | 0,037 | 0,044 | 0,051 | 0,063 | 0,071 | 0,078 | |
| 3 | 3 x D | 0,05 x D | – | 70 | – | 100 | fz | 0,010 | 0,014 | 0,018 | 0,021 | 0,029 | 0,035 | 0,041 | 0,051 | 0,059 | 0,067 | |
| 4 | 3 x D | 0,03 x D | – | 50 | – | 70 | fz | 0,007 | 0,009 | 0,012 | 0,014 | 0,019 | 0,023 | 0,027 | 0,034 | 0,039 | 0,044 | |
Serie 7505 7545 7515 7525 • Vision Plus
| | | |||||||||||||||||
| Side Milling (A) and Slotting (B) | TiAlN | Recommended feed per tooth (fz = mm/th) for side milling (A). For slotting (B), reduce fz by 20%. | |||||||||||||||||
| A | B | Cutting Speed | D1 | ||||||||||||||||
| Material | ap | ae | ap | Min | Max | mm | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | 25,0 | ||
| P | 3 | 1 x D | 0,4 x D | 1 x D | 120 | – | 160 | fz | 0,026 | 0,033 | 0,040 | 0,055 | 0,067 | 0,077 | 0,087 | 0,096 | 0,104 | 0,111 | 0,125 |
| 4 | 1 x D | 0,4 x D | 0,75 x D | 90 | – | 150 | fz | 0,024 | 0,030 | 0,036 | 0,049 | 0,059 | 0,069 | 0,077 | 0,084 | 0,091 | 0,097 | 0,107 | |
| H | 1 | 1 x D | 0,4 x D | 0,75 x D | 80 | – | 140 | fz | 0,024 | 0,030 | 0,036 | 0,049 | 0,059 | 0,069 | 0,077 | 0,084 | 0,091 | 0,097 | 0,107 |
| 2 | 1 x D | 0,3 x D | 0,5 x D | 70 | – | 120 | fz | 0,018 | 0,022 | 0,027 | 0,037 | 0,044 | 0,051 | 0,057 | 0,063 | 0,067 | 0,071 | 0,078 | |
| 3 | 1 x D | 0,15 x D | 0,3 x D | 60 | – | 90 | fz | 0,014 | 0,018 | 0,021 | 0,029 | 0,035 | 0,041 | 0,046 | 0,051 | 0,055 | 0,059 | 0,067 | |
| 4 | 1 x D | 0,1 x D | 0,15 x D | 50 | – | 70 | fz | 0,009 | 0,012 | 0,014 | 0,019 | 0,023 | 0,027 | 0,031 | 0,034 | 0,037 | 0,039 | 0,044 | |