Welcome
Please confirm your preferences
Update Preferences
Product Suggestions
Product Family suggestions
Hi, User Name
Your Selected Account:
There is an issue with your account. Please contact customer support.
Sold To Account Change Account
Ship To Account Change Account
- Dashboard
- Manage Orders
- Manage Channels
- Address Book
Notifications
Mark all as read- Change Password
- My Profile
- Logout
Item(s) successfully added to cart
View Cart
View Cart
Powerful tooling solutions on sale now. Shop Now
Item(s) successfully added to cart
View Cart
View Cart
Editing Solution
Adding Solution
Solution Name:{{SolutionName}}- Products
- /
- Solid End Milling
- /
- Multi-Purpose End Mills
- /
- WCE
- /
- WCE4 • 4-Flute
- /
- WCE4 • Series W421 • Chamfered • 4 Flute • Cylindrical Shank • Inch
Product Similar To: [Product Name]
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

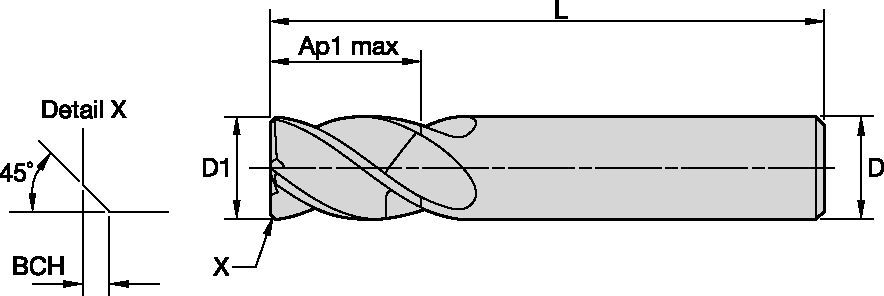
WCE4 • Series W421 • Chamfered • 4 Flute • Cylindrical Shank • Inch
WCE4 • Chamfered • 4 Flute • Cylindrical Shank • Inch
Features and benefits
- WU20PE Grade
- Variable helix to reduce vibrations and increase overall stability
- Asymmetrical pitch to cut harmonics and reduce vibrations
- Eccentric relief to provide vibration dampening and increase tool life on Steel, Stainless Steel and Cast Iron materials
- Core taper to increase tool stability and chip evacuation
Uses and application
Helical Milling
Ramping: Blank
Slotting: Square End
Side Milling/Shoulder Milling: Square End
Corner Style: Corner Chamfer
Shank - Cylindrical Plain ≤h6
Helix Angle: X°
| Ae/D | 2% | 4% | 5% | 8% | 10% | 12% | 20% | 30% | 40% | 50% | 100% | |
| Speed Factor | Kv | 1.9 | 1.45 | 1.45 | 1.45 | 1.3 | 1.3 | 1.2 | 1.1 | 1.0 | 0.9 | 0.8 |
| Feed Factor | KFz | 3.51 | 2.51 | 2.25 | 1.80 | 1.64 | 1.51 | 1.23 | 1.07 | 1.00 | 0.98 | 0.98 |
| Ae/D | 2% | 4% | 5% | 8% | 10% | 12% | 20% | 30% | 40% | 50% | 100% | |
| Speed Factor | Kv | 1,9 | 1,45 | 1,45 | 1,45 | 1,3 | 1,3 | 1,2 | 1,1 | 1,0 | 0,9 | 0,8 |
| Feed Factor | KFz | 3,51 | 2,51 | 2,25 | 1,80 | 1,64 | 1,51 | 1,23 | 1,07 | 1,00 | 0,98 | 0,98 |
 |  |  | ||||||||||||||||
| WU20PE | Recommended feed per tooth (IPT = inch/th) for side milling (A). For slotting (B), reduce IPT by 20%. | |||||||||||||||||
| Side Milling | Slotting | Cutting Speed | D1 | |||||||||||||||
| Material | ap | ae | ap | Min | Start | Max | fraction | 1/8 | 3/16 | 1/4 | 5/16 | 3/8 | 7/16 | 1/2 | 5/8 | 3/4 | 1 | |
| P | 0 | ap1max | 0.4 x D1 | 1.0 x D1 | 490 | 580 | 660 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0031 | .0034 | .0039 | .0044 | .0049 |
| P | 1 | ap1max | 0.4 x D1 | 1.0 x D1 | 490 | 580 | 660 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0031 | .0034 | .0039 | .0044 | .0049 |
| P | 2 | ap1max | 0.4 x D1 | 1.0 x D1 | 460 | 540 | 620 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0031 | .0034 | .0039 | .0044 | .0049 |
| P | 3 | ap1max | 0.4 x D1 | 1.0 x D1 | 390 | 450 | 520 | IPT | .0007 | .0011 | .0015 | .0020 | .0023 | .0026 | .0029 | .0034 | .0039 | .0045 |
| P | 4 | ap1max | 0.4 x D1 | 0.75 x D1 | 300 | 400 | 490 | IPT | .0007 | .0010 | .0014 | .0017 | .0020 | .0023 | .0026 | .0030 | .0034 | .0039 |
| P | 5 | ap1max | 0.4 x D1 | 1.0 x D1 | 200 | 260 | 330 | IPT | .0006 | .0009 | .0012 | .0017 | .0018 | .0021 | .0023 | .0027 | .0031 | .0036 |
| P | 6 | ap1max | 0.4 x D1 | 0.75 x D1 | 160 | 200 | 250 | IPT | .0005 | .0008 | .0010 | .0013 | .0015 | .0017 | .0019 | .0022 | .0025 | .0028 |
| M | 1 | ap1max | 0.4 x D1 | 1.0 x D1 | 300 | 340 | 380 | IPT | .0007 | .0011 | .0015 | .0020 | .0023 | .0026 | .0029 | .0034 | .0039 | .0045 |
| M | 2 | ap1max | 0.4 x D1 | 1.0 x D1 | 200 | 230 | 260 | IPT | .0006 | .0009 | .0012 | .0016 | .0018 | .0021 | .0023 | .0027 | .0031 | .0036 |
| M | 3 | ap1max | 0.4 x D1 | 1.0 x D1 | 200 | 210 | 230 | IPT | .0005 | .00008 | .0010 | .0013 | .0015 | .0017 | .0019 | .0022 | .0025 | .0028 |
| K | 1 | ap1max | 0.4 x D1 | 1.0 x D1 | 390 | 440 | 490 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0031 | .0034 | .0039 | .0044 | .0049 |
| K | 2 | ap1max | 0.4 x D1 | 1.0 x D1 | 360 | 410 | 460 | IPT | .0007 | .0011 | .0015 | .0020 | .0023 | .0026 | .0029 | .0034 | .0039 | .0045 |
| K | 3 | ap1max | 0.4 x D1 | 1.0 x D1 | 360 | 390 | 430 | IPT | .0006 | .0009 | .0012 | .0016 | .0018 | .0021 | .0023 | .0027 | .0031 | .0036 |
| S | 1 | ap1max | 0.4 x D1 | 0.3 x D1 | 160 | 230 | 300 | IPT | .0007 | .0011 | .0015 | .0020 | .0023 | .0026 | .0029 | .0034 | .0039 | .0045 |
| S | 2 | ap1max | 0.4 x D1 | 0.3 x D1 | 80 | 105 | 130 | IPT | .0004 | .0006 | .0008 | .0010 | .0012 | .0014 | .0015 | .0018 | .0021 | .0024 |
| S | 3 | ap1max | 0.4 x D1 | 1.0 x D1 | 80 | 105 | 130 | IPT | .0004 | .0006 | .0008 | .0010 | .0012 | .0014 | .0015 | .0018 | .0021 | .0024 |
| S | 4 | ap1max | 0.4 x D1 | 1.0 x D1 | 160 | 180 | 200 | IPT | .0005 | .0008 | .0011 | .0014 | .0017 | .0019 | .0021 | .0025 | .0028 | .0033 |
| H | 1 | ap1max | 0.4 x D1 | 0.75 x D1 | 260 | 360 | 460 | IPT | .0007 | .0010 | .0014 | .0017 | .0020 | .0023 | .0026 | .0030 | .0034 | .0039 |
| H | 2 | ap1max | 0.4 x D1 | 0.5 x D1 | 230 | 310 | 390 | IPT | .0005 | .0008 | .0010 | .0013 | .0015 | .0017 | .0019 | .0022 | .0025 | .0028 |
| | ||||||||||||||||
| WU20PE | Recommended feed per tooth (fz = IPT) for side milling. No slotting operations recommended. | ||||||||||||||||
| Side Milling | Cutting Speed | D1 | |||||||||||||||
| Material | ap | ae | Min | Start | Max | fraction | 1/8 | 3/16 | 1/4 | 5/16 | 3/8 | 7/16 | 1/2 | 5/8 | 3/4 | 1 | |
| P | 0 | ap1max | 0.2 x D1 | 490 | 580 | 660 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0031 | .0034 | .0039 | .0044 | .0049 |
| P | 1 | ap1max | 0.2 x D1 | 490 | 580 | 660 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0031 | .0034 | .0039 | .0044 | .0049 |
| P | 2 | ap1max | 0.2 x D1 | 460 | 540 | 620 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0031 | .0034 | .0039 | .0044 | .0049 |
| P | 3 | ap1max | 0.2 x D1 | 390 | 450 | 520 | IPT | .0007 | .0011 | .0015 | .0020 | .0023 | .0026 | .0029 | .0034 | .0039 | .0045 |
| P | 4 | ap1max | 0.2 x D1 | 300 | 400 | 490 | IPT | .0007 | .0010 | .0014 | .0017 | .0020 | .0023 | .0026 | .0030 | .0034 | .0039 |
| P | 5 | ap1max | 0.2 x D1 | 200 | 260 | 330 | IPT | .0006 | .0009 | .0012 | .0017 | .0018 | .0021 | .0023 | .0027 | .0031 | .0036 |
| P | 6 | ap1max | 0.15 x D1 | 160 | 200 | 250 | IPT | .0005 | .0008 | .0010 | .0013 | .0015 | .0017 | .0019 | .0022 | .0025 | .0028 |
| M | 1 | ap1max | 0.2 x D1 | 300 | 340 | 380 | IPT | .0007 | .0011 | .0015 | .0020 | .0023 | .0026 | .0029 | .0034 | .0039 | .0045 |
| M | 2 | ap1max | 0.2 x D1 | 200 | 230 | 260 | IPT | .0006 | .0009 | .0012 | .0016 | .0018 | .0021 | .0023 | .0027 | .0031 | .0036 |
| M | 3 | ap1max | 0.2 x D1 | 200 | 210 | 230 | IPT | .0005 | .00008 | .0010 | .0013 | .0015 | .0017 | .0019 | .0022 | .0025 | .0028 |
| K | 1 | ap1max | 0.2 x D1 | 390 | 440 | 490 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0031 | .0034 | .0039 | .0044 | .0049 |
| K | 2 | ap1max | 0.2 x D1 | 360 | 410 | 460 | IPT | .0007 | .0011 | .0015 | .0020 | .0023 | .0026 | .0029 | .0034 | .0039 | .0045 |
| K | 3 | ap1max | 0.2 x D1 | 360 | 390 | 430 | IPT | .0006 | .0009 | .0012 | .0016 | .0018 | .0021 | .0023 | .0027 | .0031 | .0036 |
| S | 1 | ap1max | 0.1 x D1 | 160 | 230 | 300 | IPT | .0007 | .0011 | .0015 | .0020 | .0023 | .0026 | .0029 | .0034 | .0039 | .0045 |
| S | 2 | ap1max | 0.1 x D1 | 80 | 105 | 130 | IPT | .0004 | .0006 | .0008 | .0010 | .0012 | .0014 | .0015 | .0018 | .0021 | .0024 |
| S | 3 | ap1max | 0.15 x D1 | 80 | 105 | 130 | IPT | .0004 | .0006 | .0008 | .0010 | .0012 | .0014 | .0015 | .0018 | .0021 | .0024 |
| S | 4 | ap1max | 0.15 x D1 | 160 | 180 | 200 | IPT | .0005 | .0008 | .0011 | .0014 | .0017 | .0019 | .0021 | .0025 | .0028 | .0033 |
| H | 1 | ap1max | 0.15 x D1 | 260 | 360 | 460 | IPT | .0007 | .0010 | .0014 | .0017 | .0020 | .0023 | .0026 | .0030 | .0034 | .0039 |
| H | 2 | ap1max | 0.15 x D1 | 230 | 310 | 390 | IPT | .0005 | .0008 | .0010 | .0013 | .0015 | .0017 | .0019 | .0022 | .0025 | .0028 |
| | | ||||||||||||||||||
| WU20PE | Recommended feed per tooth (fz = mm/th) for side milling (A). For slotting (B), reduce fz by 20%. | |||||||||||||||||||
| Side Milling | Slotting | Cutting Speed | D1 | |||||||||||||||||
| Material | ap | ae | ap | Min | Start | Max | mm | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | 25,0 | |
| P | 0 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 150 | 175 | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| P | 1 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 150 | 175 | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| P | 2 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 140 | 165 | 190 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| P | 3 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 120 | 140 | 160 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| P | 4 | Ap1 Max | 0,4 x D1 | 0,75 x D1 | 90 | 120 | 150 | fz | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | 0,098 |
| P | 5 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 60 | 80 | 100 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 |
| P | 6 | Ap1 Max | 0,4 x D1 | 0,75 x D1 | 50 | 65 | 75 | fz | 0,012 | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 |
| M | 1 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 90 | 100 | 115 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| M | 2 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 60 | 70 | 80 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 |
| M | 3 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 60 | 65 | 70 | fz | 0,012 | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 |
| K | 1 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 120 | 135 | 150 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| K | 2 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 110 | 125 | 140 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| K | 3 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 110 | 120 | 130 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 |
| S | 1 | Ap1 Max | 0,4 x D1 | 0,3 x D1 | 50 | 70 | 90 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| S | 2 | Ap1 Max | 0,4 x D1 | 0,3 x D1 | 25 | 30 | 40 | fz | 0,009 | 0,013 | 0,016 | 0,019 | 0,026 | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | 0,061 |
| S | 3 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 25 | 30 | 40 | fz | 0,009 | 0,013 | 0,016 | 0,019 | 0,026 | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | 0,061 |
| S | 4 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 50 | 55 | 60 | fz | 0,011 | 0,016 | 0,021 | 0,026 | 0,037 | 0,045 | 0,052 | 0,058 | 0,064 | 0,069 | 0,074 | 0,084 |
| H | 1 | Ap1 Max | 0,4 x D1 | 0,75 x D1 | 80 | 110 | 140 | fz | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | 0,098 |
| H | 2 | Ap1 Max | 0,4 x D1 | 0,5 x D1 | 70 | 90 | 120 | fz | 0,012 | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 |
| |  | |||||||||||||||||
| WU20PE | Recommended feed per tooth (fz = mm/th) for side milling (A). For slotting (B), reduce fz by 20%. | ||||||||||||||||||
| Side Milling | Slotting | Cutting Speed | D1 | ||||||||||||||||
| Material | ap | ae | ap | Min | Start | Max | mm | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | 25,0 | |
| P | 0 | ap1max | 0,4 x D | 0,3 x D | 150 | – | 200 | fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| P | 1 | ap1max | 0,4 x D | 0,3 x D | 150 | – | 200 | fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| P | 2 | ap1max | 0,4 x D | 0,3 x D | 140 | – | 190 | fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| P | 3 | ap1max | 0,4 x D | 0,3 x D | 120 | – | 160 | fz | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| P | 4 | ap1max | 0,4 x D | 0,3 x D | 90 | – | 150 | fz | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | 0,098 |
| P | 5 | ap1max | 0,4 x D | 0,3 x D | 60 | – | 100 | fz | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 |
| P | 6 | ap1max | 0,4 x D | 0,3 x D | 50 | – | 75 | fz | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 |
| M | 1 | ap1max | 0,4 x D | 0,3 x D | 90 | – | 115 | fz | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| M | 2 | ap1max | 0,4 x D | 0,3 x D | 60 | – | 80 | fz | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 |
| M | 3 | ap1max | 0,4 x D | 0,3 x D | 60 | – | 70 | fz | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 |
| K | 1 | ap1max | 0,4 x D | 0,3 x D | 120 | – | 150 | fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| K | 2 | ap1max | 0,4 x D | 0,3 x D | 110 | – | 140 | fz | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| K | 3 | ap1max | 0,4 x D | 0,3 x D | 110 | – | 130 | fz | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 |
| S | 1 | ap1max | 0,3 x D | 0,2 x D | 50 | – | 90 | fz | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| S | 2 | ap1max | 0,3 x D | 0,2 x D | 25 | – | 40 | fz | 0,013 | 0,016 | 0,019 | 0,026 | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | 0,061 |
| S | 3 | ap1max | 0,4 x D | 0,3 x D | 60 | – | 80 | fz | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 |
| S | 4 | ap1max | 0,4 x D | 0,3 x D | 50 | – | 60 | fz | 0,016 | 0,021 | 0,026 | 0,037 | 0,045 | 0,052 | 0,058 | 0,064 | 0,069 | 0,074 | 0,084 |
| H | 1 | ap1max | 0,4 x D | 0,3 x D | 80 | – | 140 | fz | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | 0,098 |
| H | 2 | ap1max | 0,2 x D | 0,3 x D | 70 | – | 120 | fz | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 |
 |  |  | ||||||||||||||||||
| WU20PE | Recommended feed per tooth (fz = mm/th) for side milling (A). For slotting (B), reduce fz by 20%. | |||||||||||||||||||
| Side Milling | Slotting | Cutting Speed | D1 | |||||||||||||||||
| Material | ap | ae | ap | Min | Start | Max | mm | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | 25,0 | |
| P | 0 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 150 | 175 | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| P | 1 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 150 | 175 | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| P | 2 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 140 | 165 | 190 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| P | 3 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 120 | 140 | 160 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| P | 4 | Ap1 Max | 0,4 x D1 | 0,75 x D1 | 90 | 120 | 150 | fz | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | 0,098 |
| P | 5 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 60 | 80 | 100 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 |
| P | 6 | Ap1 Max | 0,4 x D1 | 0,75 x D1 | 50 | 65 | 75 | fz | 0,012 | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 |
| M | 1 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 90 | 100 | 115 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| M | 2 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 60 | 70 | 80 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 |
| M | 3 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 60 | 65 | 70 | fz | 0,012 | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 |
| K | 1 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 120 | 135 | 150 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| K | 2 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 110 | 125 | 140 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| K | 3 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 110 | 120 | 130 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 |
| S | 1 | Ap1 Max | 0,4 x D1 | 0,3 x D1 | 50 | 70 | 90 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| S | 2 | Ap1 Max | 0,4 x D1 | 0,3 x D1 | 25 | 30 | 40 | fz | 0,009 | 0,013 | 0,016 | 0,019 | 0,026 | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | 0,061 |
| S | 3 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 25 | 30 | 40 | fz | 0,009 | 0,013 | 0,016 | 0,019 | 0,026 | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | 0,061 |
| S | 4 | Ap1 Max | 0,4 x D1 | 1,0 x D1 | 50 | 55 | 60 | fz | 0,011 | 0,016 | 0,021 | 0,026 | 0,037 | 0,045 | 0,052 | 0,058 | 0,064 | 0,069 | 0,074 | 0,084 |
| H | 1 | Ap1 Max | 0,4 x D1 | 0,75 x D1 | 80 | 110 | 140 | fz | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | 0,098 |
| H | 2 | Ap1 Max | 0,4 x D1 | 0,5 x D1 | 70 | 90 | 120 | fz | 0,012 | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 |
| | ||||||||||||||||||
| WU20PE | Recommended feed per tooth (fz = mm/z) for side milling. No Slotting operations recommended. | ||||||||||||||||||
| Side Milling | Cutting Speed | D1 | |||||||||||||||||
| Material | ap | ae | Min | Start | Max | mm | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | 25,0 | |
| P | 0 | Ap1 Max | 0,2 x D1 | 150 | 175 | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| P | 1 | Ap1 Max | 0,2 x D1 | 150 | 175 | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| P | 2 | Ap1 Max | 0,2 x D1 | 140 | 165 | 190 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| P | 3 | Ap1 Max | 0,2 x D1 | 120 | 140 | 160 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| P | 4 | Ap1 Max | 0,2 x D1 | 90 | 120 | 150 | fz | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | 0,098 |
| P | 5 | Ap1 Max | 0,2 x D1 | 60 | 80 | 100 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 |
| P | 6 | Ap1 Max | 0,15 x D1 | 50 | 65 | 75 | fz | 0,012 | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 |
| M | 1 | Ap1 Max | 0,2 x D1 | 90 | 100 | 115 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| M | 2 | Ap1 Max | 0,2 x D1 | 60 | 70 | 80 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 |
| M | 3 | Ap1 Max | 0,2 x D1 | 60 | 65 | 70 | fz | 0,012 | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 |
| K | 1 | Ap1 Max | 0,2 x D1 | 120 | 135 | 150 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| K | 2 | Ap1 Max | 0,2 x D1 | 110 | 125 | 140 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| K | 3 | Ap1 Max | 0,2 x D1 | 110 | 120 | 130 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 |
| S | 1 | Ap1 Max | 0,1 x D1 | 50 | 70 | 90 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| S | 2 | Ap1 Max | 0,1 x D1 | 25 | 30 | 40 | fz | 0,009 | 0,013 | 0,016 | 0,019 | 0,026 | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | 0,061 |
| S | 3 | Ap1 Max | 0,15 x D1 | 25 | 30 | 40 | fz | 0,009 | 0,013 | 0,016 | 0,019 | 0,026 | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | 0,061 |
| S | 4 | Ap1 Max | 0,15 x D1 | 50 | 55 | 60 | fz | 0,011 | 0,016 | 0,021 | 0,026 | 0,037 | 0,045 | 0,052 | 0,058 | 0,064 | 0,069 | 0,074 | 0,084 |
| H | 1 | Ap1 Max | 0,15 x D1 | 80 | 110 | 140 | fz | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | 0,098 |
| H | 2 | Ap1 Max | 0,15 x D1 | 70 | 90 | 120 | fz | 0,012 | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 |
| | | ||||||||||||||||
| WU20PE | Recommended feed per tooth (IPT = inch/th) for side milling (A). For slotting (B), reduce IPT by 20%. | |||||||||||||||||
| Side Milling | Slotting | Cutting Speed | D1 | |||||||||||||||
| Material | ap | ae | ap | Min | Start | Max | frac. | 3/16 | 1/4 | 5/16 | 3/8 | 7/16 | 1/2 | 5/8 | 3/4 | 1 | 1 1/4 | |
| in | 0.1875 | 0.2500 | 0.3125 | 0.3750 | 0.4375 | 0.5000 | 0.6250 | 0.7500 | 1.0000 | 1.2500 | ||||||||
| P | 0 | ap1max | 0.4 x D | 0.3 x D | 490 | – | 660 | IPT | 0.0013 | 0.0018 | 0.0023 | 0.0027 | 0.0031 | 0.0034 | 0.0039 | 0.0044 | 0.0049 | 0.0049 |
| P | 1 | ap1max | 0.4 x D | 0.3 x D | 490 | – | 660 | IPT | 0.0013 | 0.0018 | 0.0023 | 0.0027 | 0.0031 | 0.0034 | 0.0039 | 0.0044 | 0.0049 | 0.0049 |
| P | 2 | ap1max | 0.4 x D | 0.3 x D | 460 | – | 620 | IPT | 0.0013 | 0.0018 | 0.0023 | 0.0027 | 0.0031 | 0.0034 | 0.0039 | 0.0044 | 0.0049 | 0.0049 |
| P | 3 | ap1max | 0.4 x D | 0.3 x D | 390 | – | 520 | IPT | 0.0011 | 0.0015 | 0.0020 | 0.0023 | 0.0026 | 0.0029 | 0.0034 | 0.0039 | 0.0045 | 0.0048 |
| P | 4 | ap1max | 0.4 x D | 0.3 x D | 300 | – | 490 | IPT | 0.0010 | 0.0014 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0034 | 0.0039 | 0.0040 |
| P | 5 | ap1max | 0.4 x D | 0.3 x D | 200 | – | 330 | IPT | 0.0009 | 0.0012 | 0.0016 | 0.0018 | 0.0021 | 0.0023 | 0.0027 | 0.0031 | 0.0036 | 0.0039 |
| P | 6 | ap1max | 0.4 x D | 0.3 x D | 160 | – | 250 | IPT | 0.0008 | 0.0010 | 0.0013 | 0.0015 | 0.0017 | 0.0019 | 0.0022 | 0.0025 | 0.0028 | 0.0029 |
| M | 1 | ap1max | 0.4 x D | 0.3 x D | 300 | – | 380 | IPT | 0.0011 | 0.0015 | 0.0020 | 0.0023 | 0.0026 | 0.0029 | 0.0034 | 0.0039 | 0.0045 | 0.0048 |
| M | 2 | ap1max | 0.4 x D | 0.3 x D | 200 | – | 260 | IPT | 0.0009 | 0.0012 | 0.0016 | 0.0018 | 0.0021 | 0.0023 | 0.0027 | 0.0031 | 0.0036 | 0.0039 |
| M | 3 | ap1max | 0.4 x D | 0.3 x D | 200 | – | 230 | IPT | 0.0008 | 0.0010 | 0.0013 | 0.0015 | 0.0017 | 0.0019 | 0.0022 | 0.0025 | 0.0028 | 0.0029 |
| K | 1 | ap1max | 0.4 x D | 0.3 x D | 390 | – | 490 | IPT | 0.0013 | 0.0018 | 0.0023 | 0.0027 | 0.0031 | 0.0034 | 0.0039 | 0.0044 | 0.0049 | 0.0049 |
| K | 2 | ap1max | 0.4 x D | 0.3 x D | 360 | – | 460 | IPT | 0.0011 | 0.0015 | 0.0020 | 0.0023 | 0.0026 | 0.0029 | 0.0034 | 0.0039 | 0.0045 | 0.0048 |
| K | 3 | ap1max | 0.4 x D | 0.3 x D | 360 | – | 430 | IPT | 0.0009 | 0.0012 | 0.0016 | 0.0018 | 0.0021 | 0.0023 | 0.0027 | 0.0031 | 0.0036 | 0.0039 |
| S | 1 | ap1max | 0.3 x D | 0.2 x D | 160 | – | 300 | IPT | 0.0011 | 0.0015 | 0.0020 | 0.0023 | 0.0026 | 0.0029 | 0.0034 | 0.0039 | 0.0045 | 0.0048 |
| S | 2 | ap1max | 0.3 x D | 0.2 x D | 80 | – | 130 | IPT | 0.0006 | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0015 | 0.0018 | 0.0021 | 0.0024 | 0.0026 |
| S | 3 | ap1max | 0.4 x D | 0.3 x D | 200 | – | 260 | IPT | 0.0009 | 0.0012 | 0.0016 | 0.0018 | 0.0021 | 0.0023 | 0.0027 | 0.0031 | 0.0036 | 0.0039 |
| S | 4 | ap1max | 0.4 x D | 0.3 x D | 160 | – | 200 | IPT | 0.0008 | 0.0011 | 0.0014 | 0.0017 | 0.0019 | 0.0021 | 0.0025 | 0.0028 | 0.0033 | 0.0036 |
| H | 1 | ap1max | 0.4 x D | 0.3 x D | 260 | – | 460 | IPT | 0.0010 | 0.0014 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0034 | 0.0039 | 0.0040 |
| H | 2 | ap1max | 0.2 x D | 0.3 x D | 230 | – | 390 | IPT | 0.0008 | 0.0010 | 0.0013 | 0.0015 | 0.0017 | 0.0019 | 0.0022 | 0.0025 | 0.0028 | 0.0029 |
| | | ||||||||||||||||
| WU20PE | Recommended feed per tooth (Fz = IPT) for side milling (A). For slotting (B), reduce Fz by 20%. | |||||||||||||||||
| Side Milling | Slotting | Cutting Speed | D1 | |||||||||||||||
| Material | ap | ae | ap | Min | Start | Max | fraction | 1/8 | 3/16 | 1/4 | 5/16 | 3/8 | 7/16 | 1/2 | 5/8 | 3/4 | 1 | |
| P | 0 | ap1max | 0.4 x D1 | 1.0 x D1 | 490 | 580 | 660 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0031 | .0034 | .0039 | .0044 | .0049 |
| P | 1 | ap1max | 0.4 x D1 | 1.0 x D1 | 490 | 580 | 660 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0031 | .0034 | .0039 | .0044 | .0049 |
| P | 2 | ap1max | 0.4 x D1 | 1.0 x D1 | 460 | 540 | 620 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0031 | .0034 | .0039 | .0044 | .0049 |
| P | 3 | ap1max | 0.4 x D1 | 1.0 x D1 | 390 | 450 | 520 | IPT | .0007 | .0011 | .0015 | .0020 | .0023 | .0026 | .0029 | .0034 | .0039 | .0045 |
| P | 4 | ap1max | 0.4 x D1 | 0.75 x D1 | 300 | 400 | 490 | IPT | .0007 | .0010 | .0014 | .0017 | .0020 | .0023 | .0026 | .0030 | .0034 | .0039 |
| P | 5 | ap1max | 0.4 x D1 | 1.0 x D1 | 200 | 260 | 330 | IPT | .0006 | .0009 | .0012 | .0017 | .0018 | .0021 | .0023 | .0027 | .0031 | .0036 |
| P | 6 | ap1max | 0.4 x D1 | 0.75 x D1 | 160 | 200 | 250 | IPT | .0005 | .0008 | .0010 | .0013 | .0015 | .0017 | .0019 | .0022 | .0025 | .0028 |
| M | 1 | ap1max | 0.4 x D1 | 1.0 x D1 | 300 | 340 | 380 | IPT | .0007 | .0011 | .0015 | .0020 | .0023 | .0026 | .0029 | .0034 | .0039 | .0045 |
| M | 2 | ap1max | 0.4 x D1 | 1.0 x D1 | 200 | 230 | 260 | IPT | .0006 | .0009 | .0012 | .0016 | .0018 | .0021 | .0023 | .0027 | .0031 | .0036 |
| M | 3 | ap1max | 0.4 x D1 | 1.0 x D1 | 200 | 210 | 230 | IPT | .0005 | .00008 | .0010 | .0013 | .0015 | .0017 | .0019 | .0022 | .0025 | .0028 |
| K | 1 | ap1max | 0.4 x D1 | 1.0 x D1 | 390 | 440 | 490 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0031 | .0034 | .0039 | .0044 | .0049 |
| K | 2 | ap1max | 0.4 x D1 | 1.0 x D1 | 360 | 410 | 460 | IPT | .0007 | .0011 | .0015 | .0020 | .0023 | .0026 | .0029 | .0034 | .0039 | .0045 |
| K | 3 | ap1max | 0.4 x D1 | 1.0 x D1 | 360 | 390 | 430 | IPT | .0006 | .0009 | .0012 | .0016 | .0018 | .0021 | .0023 | .0027 | .0031 | .0036 |
| S | 1 | ap1max | 0.4 x D1 | 0.3 x D1 | 160 | 230 | 300 | IPT | .0007 | .0011 | .0015 | .0020 | .0023 | .0026 | .0029 | .0034 | .0039 | .0045 |
| S | 2 | ap1max | 0.4 x D1 | 0.3 x D1 | 80 | 105 | 130 | IPT | .0004 | .0006 | .0008 | .0010 | .0012 | .0014 | .0015 | .0018 | .0021 | .0024 |
| S | 3 | ap1max | 0.4 x D1 | 1.0 x D1 | 80 | 105 | 130 | IPT | .0004 | .0006 | .0008 | .0010 | .0012 | .0014 | .0015 | .0018 | .0021 | .0024 |
| S | 4 | ap1max | 0.4 x D1 | 1.0 x D1 | 160 | 180 | 200 | IPT | .0005 | .0008 | .0011 | .0014 | .0017 | .0019 | .0021 | .0025 | .0028 | .0033 |
| H | 1 | ap1max | 0.4 x D1 | 0.75 x D1 | 260 | 360 | 460 | IPT | .0007 | .0010 | .0014 | .0017 | .0020 | .0023 | .0026 | .0030 | .0034 | .0039 |
| H | 2 | ap1max | 0.4 x D1 | 0.5 x D1 | 230 | 310 | 390 | IPT | .0005 | .0008 | .0010 | .0013 | .0015 | .0017 | .0019 | .0022 | .0025 | .0028 |