欢迎
请确认您的首选项
更新首选项
产品建议
Product Family suggestions
编辑解决方案
添加解决方案
解决方案名称:{{SolutionName}}Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

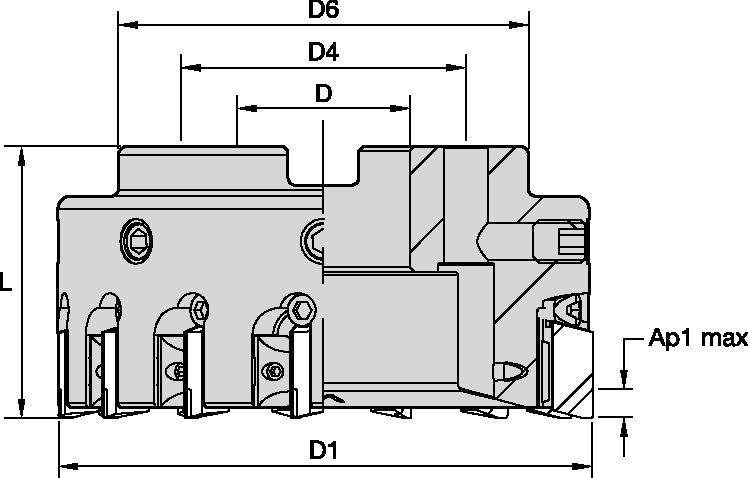
SuperFeed 端面铣刀•公制
刀体 • 端面铣刀
Features and benefits
- 具备内冷性能。
- +/- 3 微米轴向调整范围。
- 动平衡设计。
- 设计简单,便于调刀。
- 提供改良标准型产品。
Uses and application
端面铣削
侧铣/方肩铣削: 方头立铣
铣削 — 贯通式冷却
铣削 — 侧铣和端面铣
38489
刀片选择指南
| Material Group | Light | General | Heavy | |||
| Geometry | Grade | Geometry | Grade | Geometry | Grade | |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | – | – | – | – | – | – |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | SDR…/EDR… | WDN00U | SDR…/EDR… | WDN00U | SDR…/EDR… | WDN00U |
| N3 | SDR…/EDR… | WDN00U | SDR…/EDR… | WDN00U | SDR…/EDR… | WDN00U |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
建议的初始进给量 [毫米]
| ae/D1 = | 0,2 | 0,3 | 0,4 |
| fz-Factor | 1,5 | 1,3 | 1,0 |
| vc-Factor | 1,3 | 1,2 | 1,1 |
| Insert Geometry | Programmed Feed per Tooth (fz) at a % of Radial Depth of Cut (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| SDR… | 0,08 | 0,17 | 0,33 | 0,06 | 0,13 | 0,25 | 0,06 | 0,11 | 0,22 | 0,05 | 0,10 | 0,20 | 0,05 | 0,10 | 0,20 | SDR… |
| EDR… | 0,08 | 0,17 | 0,33 | 0,06 | 0,13 | 0,25 | 0,06 | 0,11 | 0,22 | 0,05 | 0,10 | 0,20 | 0,05 | 0,10 | 0,20 | EDR… |
| Light | General | Heavy |
| ae/D1 = | 0,2 | 0,3 | 0,4 |
| fz-Factor | 1,5 | 1,3 | 1,0 |
| vc-Factor | 1,3 | 1,2 | 1,1 |
Recommended Starting Feeds [IPT]
| ae/D1 = | 0.2 | 0.3 | 0.4 |
| fz-Factor | 1.5 | 1.3 | 1.0 |
| vc-Factor | 1.3 | 1.2 | 1.1 |
| Light | General | Heavy |
| Insert Geometry | Programmed Feed per Tooth (fz) at a % of Radial Depth of Cut (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| SDR… | .003 | .007 | .011 | .003 | .005 | .008 | .002 | .004 | .007 | .002 | .004 | .006 | .002 | .004 | .006 | SDR… |
| EDR… | .003 | .007 | .011 | .003 | .005 | .008 | .002 | .004 | .007 | .002 | .004 | .006 | .002 | .004 | .006 | EDR… |
| ae/D1 = | 0.2 | 0.3 | 0.4 |
| fz-Factor | 1.5 | 1.3 | 1.0 |
| vc-Factor | 1.3 | 1.2 | 1.1 |
建议的初始速度 [米/分钟]
| ae/D1 = | 0,2 | 0,3 | 0,4 |
| fz-Factor | 1,5 | 1,3 | 1,0 |
| vc-Factor | 1,3 | 1,2 | 1,1 |
| ae/D1 = | 0,2 | 0,3 | 0,4 |
| fz-Factor | 1,5 | 1,3 | 1,0 |
| vc-Factor | 1,3 | 1,2 | 1,1 |
| Material Group | WDN00U | |||
| P | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | – | – | – | |
| 5 | – | – | – | |
| 6 | – | – | – | |
| M | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| K | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| N | 1–2 | 910 | 1980 | 4880 |
| 3 | 460 | 610 | 760 | |
| S | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | – | – | – | |
| H | 1 | – | – | – |
Recommended Starting Speeds [SFM]
| ae/D1 = | 0.2 | 0.3 | 0.4 |
| fz-Factor | 1.5 | 1.3 | 1.0 |
| vc-Factor | 1.3 | 1.2 | 1.1 |
| Material Group | WDN00U | |||
| P | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | – | – | – | |
| 5 | – | – | – | |
| 6 | – | – | – | |
| M | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| K | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| N | 1–2 | 3000 | 6500 | 16000 |
| 3 | 1500 | 2000 | 2500 | |
| S | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | – | – | – | |
| H | 1 | – | – | – |
| ae/D1 = | 0.2 | 0.3 | 0.4 |
| fz-Factor | 1.5 | 1.3 | 1.0 |
| vc-Factor | 1.3 | 1.2 | 1.1 |