Benvenuto
Conferma le tue preferenze
Aggiorna preferenze
Suggerimenti sui prodotti
Product Family suggestions
WIDIA al tuo servizio
Servizio clienti
Trova i contatti dei centri assistenza clienti in tutto il mondo
Ciao, User Name
Account selezionato:
C'è un problema con il tuo account. Si prega di contattare l'assistenza clienti.
Sold To Account Modifica account
Ship To Account Modifica account
- Pannello di controllo
- Gestisci ordini
- Gestisci canali
- Rubrica
Notifications
Mark all as read- Modifica password
- Il mio profilo
- Disconnetti
Articolo/i aggiunto correttamente al carrello
Visualizza carrello
Visualizza carrello
Utensili performanti in vendita adesso. Acquistali
WIDIA al tuo servizio
Servizio clienti
Trova i contatti dei centri assistenza clienti in tutto il mondo
Articolo/i aggiunto correttamente al carrello
Visualizza carrello
Visualizza carrello
Modifica della soluzione
Soluzione aggiunta
Nome della soluzione:{{SolutionName}}- Prodotti
- /
- Fresature a candela in metallo duro
- /
- Frese Integrali ad Alte Prestazioni
- /
- VariMill™
- /
- VariMill III™ ER • Series 7V1E 7V2E • Square End • 7 Flute • Inch
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

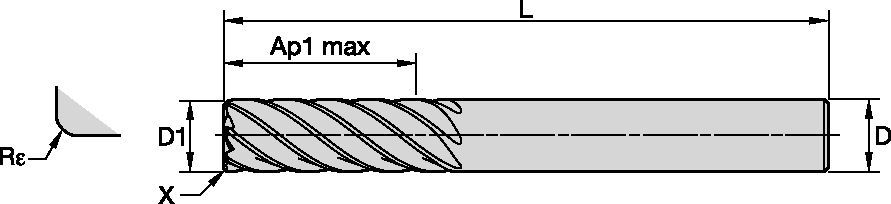
VariMill III™ ER • Series 7V1E 7V2E • Square End • 7 Flute • Inch
VariMill™
Features and benefits
- Unequal flute spacing
- Center cutting
- Ramping angle 3°
- Optimized for difficult-to-machine workpiece materials
- Semi-finishing to finishing applications
- High-speed machining capability
- Standard items listed and additional styles and coatings made-to-order
Uses and application
Trochoidal Milling
Flute Configuration: 7
Fresatura in rampa: Grezzo
Contornatura/fresatura a spallamento: Testa piana
Corner Style: Corner RadiusTipo angolo Raggio di punta
Codolo — Cilindrico liscio
Angolo elica: 38°
Codolo Safe-Lock
Application Data • VariMill III™ ER • Series 7V1E • Semi-Finishing • Inch
| Gruppo materiali |  |  | ||||||||||
| Contornatura (A) | WS15PE | Avanzamento per dente consigliato (IPT = inch/th) per la contornatura (A). | ||||||||||
| A | Velocità di taglio | D1 | ||||||||||
| frac. | 3/8 | 1/2 | 5/8 | 3/4 | 1 | |||||||
| ap | ae | Min | Max | dec. | .3750 | .5000 | .6250 | .7500 | 1.0000 | |||
| P | 4 | Ap1 max | 0.1 x D | 300 | – | 490 | IPT | 0.0020 | 0.0026 | 0.0030 | 0.0034 | 0.0039 |
| 5 | Ap1 max | 0.1 x D | 200 | – | 330 | IPT | 0.0018 | 0.0023 | 0.0027 | 0.0031 | 0.0036 | |
| M | 1 | Ap1 max | 0.1 x D | 300 | – | 380 | IPT | 0.0023 | 0.0029 | 0.0034 | 0.0039 | 0.0045 |
| 2 | Ap1 max | 0.1 x D | 200 | – | 260 | IPT | 0.0018 | 0.0023 | 0.0027 | 0.0031 | 0.0036 | |
| 3 | Ap1 max | 0.1 x D | 200 | – | 230 | IPT | 0.0015 | 0.0019 | 0.0022 | 0.0025 | 0.0028 | |
| S | 1 | Ap1 max | 0.1 x D | 160 | – | 300 | IPT | 0.0023 | 0.0029 | 0.0034 | 0.0039 | 0.0045 |
| 2 | Ap1 max | 0.1 x D | 80 | – | 130 | IPT | 0.0012 | 0.0015 | 0.0018 | 0.0021 | 0.0024 | |
| 3 | Ap1 max | 0.1 x D | 80 | – | 130 | IPT | 0.0012 | 0.0015 | 0.0018 | 0.0021 | 0.0024 | |
| 4 | Ap1 max | 0.1 x D | 160 | – | 200 | IPT | 0.0017 | 0.0021 | 0.0025 | 0.0028 | 0.0033 | |
| H | 1 | Ap1 max | 0.1 x D | 260 | – | 460 | IPT | 0.0020 | 0.0026 | 0.0030 | 0.0034 | 0.0039 |
| 2 | Ap1 max | 0.1 x D | 230 | – | 390 | IPT | 0.0015 | 0.0019 | 0.0022 | 0.0025 | 0.0028 | |
Application Data • VariMill III™ ER • Series 7V1E • Finishing • Inch
| Gruppo materiali | | | ||||||||||
| Contornatura (A) | WS15PE | Avanzamento per dente consigliato (IPT = inch/th) per la contornatura (A). | ||||||||||
| A | Velocità di taglio | D1 | ||||||||||
| frac. | 3/8 | 1/2 | 5/8 | 3/4 | 1 | |||||||
| ap | ae | Min | Max | dec. | .3750 | .5000 | .6250 | .7500 | 1.0000 | |||
| P | 4 | Ap1 max | 0.06 x D | 590 | - | 980 | IPT | 0.0025 | 0.0031 | 0.0036 | 0.0040 | 0.0046 |
| 5 | Ap1 max | 0.06 x D | 390 | - | 660 | IPT | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0043 | |
| M | 1 | Ap1 max | 0.06 x D | 590 | - | 750 | IPT | 0.0027 | 0.0035 | 0.0041 | 0.0046 | 0.0054 |
| 2 | Ap1 max | 0.06 x D | 390 | - | 520 | IPT | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0043 | |
| 3 | Ap1 max | 0.06 x D | 390 | - | 460 | IPT | 0.0018 | 0.0023 | 0.0027 | 0.0030 | 0.0034 | |
| S | 1 | Ap1 max | 0.06 x D | 160 | - | 300 | IPT | 0.0023 | 0.0029 | 0.0034 | 0.0039 | 0.0045 |
| 2 | Ap1 max | 0.06 x D | 80 | - | 130 | IPT | 0.0012 | 0.0015 | 0.0018 | 0.0021 | 0.0024 | |
| 3 | Ap1 max | 0.06 x D | 80 | - | 130 | IPT | 0.0012 | 0.0015 | 0.0018 | 0.0021 | 0.0024 | |
| 4 | Ap1 max | 0.06 x D | 160 | - | 200 | IPT | 0.0017 | 0.0021 | 0.0025 | 0.0028 | 0.0030 | |
| H | 1 | Ap1 max | 0.06 x D | 520 | - | 920 | IPT | 0.0025 | 0.0031 | 0.0036 | 0.0040 | 0.0046 |
| 2 | Ap1 max | 0.06 x D | 460 | - | 790 | IPT | 0.0018 | 0.0023 | 0.0027 | 0.0030 | 0.0034 | |
Application Data • VariMill III™ ER • Series 7V2E • Finishing • Inch
| Gruppo materiali | | | ||||||||||
| Contornatura (A) | WS15PE | Avanzamento per dente consigliato (IPT = inch/th) per la contornatura (A). | ||||||||||
| A | Velocità di taglio | D1 | ||||||||||
| frac. | 3/8 | 1/2 | 5/8 | 3/4 | 1 | |||||||
| ap | ae | Min | Max | dec. | .3750 | .5000 | .6250 | .7500 | 1.0000 | |||
| P | 0 | Ap1 max | 0.05 x D | 980 | – | 1310 | IPT | 0.0033 | 0.0041 | 0.0047 | 0.0053 | 0.0059 |
| 1 | Ap1 max | 0.05 x D | 980 | – | 1310 | IPT | 0.0033 | 0.0041 | 0.0047 | 0.0053 | 0.0059 | |
| 2 | Ap1 max | 0.05 x D | 920 | – | 1250 | IPT | 0.0033 | 0.0041 | 0.0047 | 0.0053 | 0.0059 | |
| 3 | Ap1 max | 0.05 x D | 790 | – | 1050 | IPT | 0.0027 | 0.0035 | 0.0041 | 0.0046 | 0.0054 | |
| 4 | Ap1 max | 0.05 x D | 590 | – | 980 | IPT | 0.0025 | 0.0031 | 0.0036 | 0.0040 | 0.0046 | |
| 5 | Ap1 max | 0.05 x D | 390 | – | 660 | IPT | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0043 | |
| 6 | Ap1 max | 0.05 x D | 330 | – | 490 | IPT | 0.0018 | 0.0023 | 0.0027 | 0.0030 | 0.0034 | |
| M | 1 | Ap1 max | 0.05 x D | 590 | – | 750 | IPT | 0.0027 | 0.0035 | 0.0041 | 0.0046 | 0.0054 |
| 2 | Ap1 max | 0.05 x D | 390 | – | 520 | IPT | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0043 | |
| 3 | Ap1 max | 0.05 x D | 390 | – | 460 | IPT | 0.0018 | 0.0023 | 0.0027 | 0.0030 | 0.0034 | |
| K | 1 | Ap1 max | 0.05 x D | 790 | – | 980 | IPT | 0.0033 | 0.0041 | 0.0047 | 0.0053 | 0.0059 |
| 2 | Ap1 max | 0.05 x D | 720 | – | 920 | IPT | 0.0027 | 0.0035 | 0.0041 | 0.0046 | 0.0054 | |
| 3 | Ap1 max | 0.05 x D | 720 | – | 850 | IPT | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0043 | |
| S | 1 | Ap1 max | 0.05 x D | 160 | – | 300 | IPT | 0.0023 | 0.0029 | 0.0034 | 0.0039 | 0.0045 |
| 2 | Ap1 max | 0.05 x D | 80 | – | 130 | IPT | 0.0012 | 0.0015 | 0.0018 | 0.0021 | 0.0024 | |
| 3 | Ap1 max | 0.05 x D | 80 | – | 130 | IPT | 0.0012 | 0.0015 | 0.0018 | 0.0021 | 0.0024 | |
| 4 | Ap1 max | 0.05 x D | 160 | – | 200 | IPT | 0.0017 | 0.0021 | 0.0025 | 0.0028 | 0.0033 | |
| H | 1 | Ap1 max | 0.05 x D | 520 | – | 920 | IPT | 0.0025 | 0.0031 | 0.0036 | 0.0040 | 0.0046 |
| 2 | Ap1 max | 0.06 x D | 460 | – | 790 | IPT | 0.0018 | 0.0023 | 0.0027 | 0.0030 | 0.0034 | |