Bienvenue
Veuillez confirmer vos préférences
Mettre à jour les préférences
Suggestions de produit
Product Family suggestions
Bonjour, User Name
Votre compte sélectionné :
Il y a un problème avec votre compte. Veuillez contacter le service client.
Compte Client Modifier le compte
Compte de livraison Modifier le compte
- Tableau de bord
- Gérer les commandes
- Gérer les canaux
- Carnet d’adresses
Notifications
Mark all as read- Modifier le mot de passe
- Mon profil
- Se déconnecter
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Outils de coupe performants disponibles. Achetez dès à présent
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Édition de la Solution
Ajout de Solution
Nom de la Solution:{{SolutionName}}- Produits
- /
- Fraises carbure monobloc
- /
- Fraises monobloc polyvalentes
- /
- GP
- /
- GP End Mills • Series I3S • Sharp Edge • 3 Flute • Inch
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.
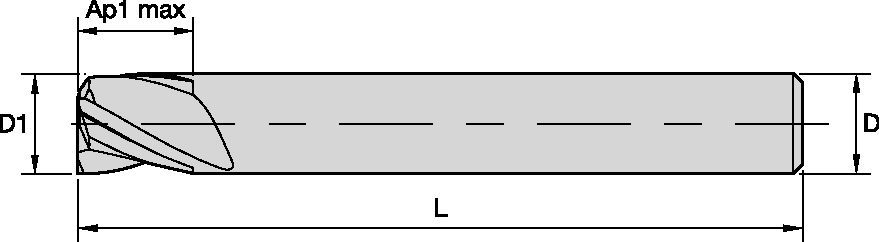
GP End Mills • Series I3S • Sharp Edge • 3 Flute • Inch
Series I3S • Inch
Features and benefits
- Center cutting
- Chamfered and sharp corners
- Standard items listed and additional styles and coatings made-to-order
Uses and application
Ramping : Ébauche
Rainurage : Bout plat
Fraisage de côté/avec épaulement : Bout plat
Style de bec : Bout plat
Queue — Cylindrique Classique
Angle d'hélice : 30°
38571
Application Data • Series I3S..S I3S..R • TiAlN • Inch
 |  | | |||||||||||||||
| Side Milling (A) and Slotting (B) | TiAlN | Recommended feed per tooth (IPT = inch/th) for side milling (A). For slotting (B), reduce IPT by 20%. | |||||||||||||||
| A | B | Cutting Speed | D1 | ||||||||||||||
| frac. | 1/8 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | ||||||||
| Material | ap | ae | ap | Min | Max | dec. | .1250 | .1875 | .2500 | .3125 | .3750 | .5000 | .6250 | .7500 | 1.0000 | ||
| P | 0 | 2.0 x D | 0.1 x D | 0.5 x D | 490 | – | 660 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0034 | .0039 | .0044 | .0049 |
| 1 | 2.0 x D | 0.1 x D | 0.5 x D | 490 | – | 660 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0034 | .0039 | .0044 | .0049 | |
| 2 | 2.0 x D | 0.1 x D | 0.5 x D | 460 | – | 620 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0034 | .0039 | .0044 | .0049 | |
| 3 | 2.0 x D | 0.1 x D | 0.5 x D | 390 | – | 520 | IPT | .0007 | .0011 | .0015 | .0020 | .0023 | .0029 | .0034 | .0039 | .0045 | |
| 4 | 2.0 x D | 0.1 x D | 0.5 x D | 300 | – | 490 | IPT | .0007 | .0010 | .0014 | .0017 | .0020 | .0026 | .0030 | .0034 | .0039 | |
| M | 1 | 2.0 x D | 0.1 x D | 0.5 x D | 300 | – | 380 | IPT | .0007 | .0011 | .0015 | .0020 | .0023 | .0029 | .0034 | .0039 | .0045 |
| 2 | 2.0 x D | 0.1 x D | 0.5 x D | 200 | – | 260 | IPT | .0006 | .0009 | .0012 | .0016 | .0018 | .0023 | .0027 | .0031 | .0036 | |
| K | 1 | 2.0 x D | 0.1 x D | 0.5 x D | 390 | – | 490 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0034 | .0039 | .0044 | .0049 |
| 2 | 2.0 x D | 0.1 x D | 0.5 x D | 360 | – | 460 | IPT | .0007 | .0011 | .0015 | .0020 | .0023 | .0029 | .0034 | .0039 | .0045 | |
Series I3S..S I3S..R • Uncoated • 3-Flute Square-End End Mills
| | | |||||||||||||||
| Side Milling (A) and Slotting (B) | Uncoated | Recommended feed per tooth (IPT = inch/th) for side milling (A). For slotting (B), reduce IPT by 20%. | |||||||||||||||
| A | B | Cutting Speed | D1 | ||||||||||||||
| frac. | 1/8 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | ||||||||
| Material | ap | ae | ap | Min | Max | dec. | .1250 | .1875 | .2500 | .3125 | .3750 | .5000 | .6250 | .7500 | 1.0000 | ||
| P | 0 | 2.0 x D | 0.1 x D | 0.5 x D | 490 | – | 660 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0034 | .0039 | .0044 | .0049 |
| 1 | 2.0 x D | 0.1 x D | 0.5 x D | 490 | – | 660 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0034 | .0039 | .0044 | .0049 | |
| 2 | 2.0 x D | 0.1 x D | 0.5 x D | 460 | – | 620 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0034 | .0039 | .0044 | .0049 | |
| N | 1 | Ap1 max | 0.1 x D | 0.5 x D | 650 | – | 2600 | IPT | .0013 | .0019 | .0025 | .0031 | .0038 | .0050 | .0063 | .0075 | .0100 |
| 2 | Ap1 max | 0.1 x D | 0.5 x D | 650 | – | 2000 | IPT | .0010 | .0015 | .0020 | .0025 | .0030 | .0040 | .0050 | .0060 | .0080 | |
| 5 | Ap1 max | 0.1 x D | 0.5 x D | 650 | – | 2000 | IPT | .0011 | .0017 | .0023 | .0028 | .0034 | .0045 | .0056 | .0068 | .0090 | |
Application Data • Series I3S..L I3S..X • TiAlN • Inch
|  | |||||||||||||||
| Side Milling (A) | TiAlN | Recommended feed per tooth (IPT = inch/th) for side milling (A). | ||||||||||||||
| A | Cutting Speed | D1 | ||||||||||||||
| frac. | 1/8 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | |||||||
| Material | ap | ae | Min | Max | dec. | .1250 | .1875 | .2500 | .3125 | .3750 | .5000 | .6250 | .7500 | 1.0000 | ||
| P | 0 | 2.0 x D | 0.1 x D | 490 | – | 660 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0034 | .0039 | .0044 | .0049 |
| 1 | 2.0 x D | 0.1 x D | 490 | – | 660 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0034 | .0039 | .0044 | .0049 | |
| 2 | 2.0 x D | 0.1 x D | 460 | – | 620 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0034 | .0039 | .0044 | .0049 | |
| 3 | 2.0 x D | 0.1 x D | 390 | – | 520 | IPT | .0007 | .0011 | .0015 | .0020 | .0023 | .0029 | .0034 | .0039 | .0045 | |
| 4 | 2.0 x D | 0.1 x D | 300 | – | 490 | IPT | .0007 | .0010 | .0014 | .0017 | .0020 | .0026 | .0030 | .0034 | .0039 | |
| M | 1 | 2.0 x D | 0.1 x D | 300 | – | 380 | IPT | .0007 | .0011 | .0015 | .0020 | .0023 | .0029 | .0034 | .0039 | .0045 |
| 2 | 2.0 x D | 0.1 x D | 200 | – | 260 | IPT | .0006 | .0009 | .0012 | .0016 | .0018 | .0023 | .0027 | .0031 | .0036 | |
| K | 1 | 2.0 x D | 0.1 x D | 390 | – | 490 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0034 | .0039 | .0044 | .0049 |
| 2 | 2.0 x D | 0.1 x D | 360 | – | 460 | IPT | .0007 | .0011 | .0015 | .0020 | .0023 | .0029 | .0034 | .0039 | .0045 | |
Application Data • Series I3S..L I3S..X • Uncoated • Inch
| | |||||||||||||||
| Side Milling (A) | Uncoated | Recommended feed per tooth (IPT = inch/th) for side milling (A). | ||||||||||||||
| A | Cutting Speed | D1 | ||||||||||||||
| frac. | 1/8 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | |||||||
| Material | ap | ae | Min | Max | dec. | .1250 | .1875 | .2500 | .3125 | .3750 | .5000 | .6250 | .7500 | 1.0000 | ||
| P | 0 | 2.0 x D | 0.1 x D | 490 | – | 660 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0034 | .0039 | .0044 | .0049 |
| 1 | 2.0 x D | 0.1 x D | 490 | – | 660 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0034 | .0039 | .0044 | .0049 | |
| 2 | 2.0 x D | 0.1 x D | 460 | – | 620 | IPT | .0009 | .0013 | .0018 | .0023 | .0027 | .0034 | .0039 | .0044 | .0049 | |
| N | 1 | Ap1 max | 0.1 x D | 650 | – | 2600 | IPT | .0013 | .0019 | .0025 | .0031 | .0038 | .0050 | .0063 | .0075 | .0100 |
| 2 | Ap1 max | 0.1 x D | 650 | – | 2000 | IPT | .0010 | .0015 | .0020 | .0025 | .0030 | .0040 | .0050 | .0060 | .0080 | |
| 5 | Ap1 max | 0.1 x D | 650 | – | 2000 | IPT | .0011 | .0017 | .0023 | .0028 | .0034 | .0045 | .0056 | .0068 | .0090 | |