Willkommen
Bestätigen Sie bitte Ihre Präferenzen
Einstellungen aktualisieren
Produktvorschläge
Product Family suggestions
WIDIA steht Ihnen zur Diensten
Hallo, User Name
Das von Ihnen ausgewählte Konto:
Es gibt ein Problem mit Ihrem Konto. Bitte kontaktieren Sie den Kundendienst.
Kundenkonto Konto ändern
Lieferadresse Konto ändern
- Übersicht
- Bestellungen verwalten
- Kanäle verwalten
- Adressbuch
Notifications
Mark all as read- Passwort ändern
- Mein Profil
- Abmelden
Artikel erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Leistungsstarke Werkzeuglösungen jetzt im Angebot. Bestellen Sie jetzt!
WIDIA steht Ihnen zur Diensten
Artikel erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Lösung bearbeiten
Lösung hinzufügen
Lösungsname:{{SolutionName}}- Produkte
- /
- TOP DRILL™ Modular X • 1.5 x D • Side Lock Shank • Inch
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.
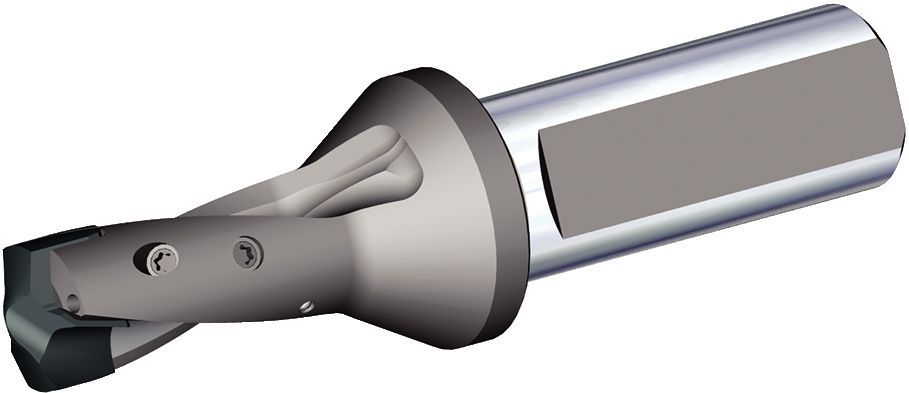
TOP DRILL™ Modular X • 1.5 x D • Side Lock Shank • Inch
TDMX • 1.5 x D • Side Lock Shank • Inch
Features and benefits
- Flanged shank with a single flat for maximum rigidity
- Internal coolant channels
- Front clamping. No needs to disassemble the body from the tool holder to change the insert
- Highly engineered pocket seat design for high stability even in critical operations
Uses and application
Drilling
Drilling: Inclined Entry
Drilling: Inclined Exit
Drilling: Stacked Plates
Through Coolant: Radial: Drilling
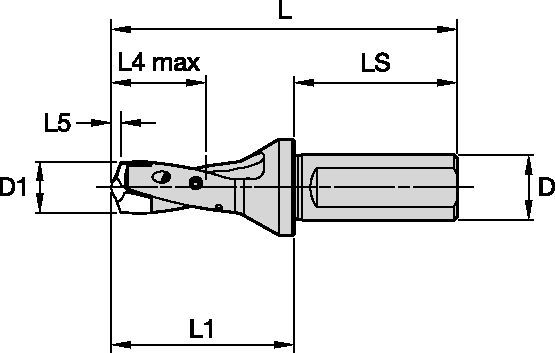
Zylinderschaft – mit Spannfläche
38513
Drilling: Cross-Hole Drilling
| Metric | ||
| tolerance | ||
| Insert Type | TDMX….PK; MS; FP | TDMX…FPE |
| D1 | Tolerance k7 | Tolerance s7 |
| 16-18 | .+0,001/+0.019 | .+0.028/+0.046 |
| >18-30 | .+0,002/+0,023 | .+0,035/+0,056 |
| >30-40 | .+0,002/+0,027 | .+0,043/+0,068 |
| Inch | ||
| tolerance | ||
| Insert Type | TDMX….PK | |
Anwendungsdaten • PK(M) • WP40PD • Metrisch
 |  |  | ||||||||
| Cutting Speed | ||||||||||
| Range | Recommended Feed Rate (f) by Diameter | |||||||||
| Material | Min | Starting Value | Max | Tool Diameter | 16,0 | 20,0 | 25,0 | 32,0 | 40,0 | |
| P | 1 | 90 | 125 | 170 | mm/r | 0,19–0,45 | 0,25–0,48 | 0,25–0,52 | 0,28–0,57 | 0,29–0,60 |
| 2 | 105 | 140 | 180 | mm/r | 0,23–0,46 | 0,28–0,50 | 0,30–0,52 | 0,33–0,57 | 0,35–0,60 | |
| 3 | 50 | 75 | 100 | mm/r | 0,23–0,46 | 0,28–0,50 | 0,30–0,52 | 0,33–0,57 | 0,35–0,60 | |
| 4 | 50 | 75 | 100 | mm/r | 0,19–0,45 | 0,22–0,48 | 0,25–0,50 | 0,28–0,55 | 0,29–0,58 | |
| 5 | 50 | 65 | 80 | mm/r | 0,16–0,32 | 0,18–0,36 | 0,22–0,42 | 0,24–0,46 | 0,25–0,48 | |
| 6 | 50 | 65 | 80 | mm/r | 0,16–0,32 | 0,18–0,36 | 0,22–0,42 | 0,24–0,46 | 0,25–0,48 | |
| M | 1 | 40 | 80 | 110 | mm/r | 0,11–0,26 | 0,13–0,28 | 0,13–0,32 | 0,14–0,35 | 0,15–0,37 |
| 2 | 35 | 55 | 75 | mm/r | 0,11–0,26 | 0,13–0,28 | 0,13–0,32 | 0,14–0,35 | 0,15–0,37 | |
| 3 | 20 | 35 | 50 | mm/r | 0,11–0,26 | 0,13–0,28 | 0,13–0,32 | 0,14–0,35 | 0,15–0,37 | |
| K | 1 | 60 | 95 | 170 | mm/r | 0,25–0,48 | 0,28–0,52 | 0,32–0,56 | 0,35–0,62 | 0,37–0,65 |
| 2 | 60 | 75 | 90 | mm/r | 0,25–0,48 | 0,28–0,52 | 0,32–0,56 | 0,35–0,62 | 0,37–0,65 | |
| 3 | 40 | 65 | 90 | mm/r | 0,21–0,44 | 0,23–0,48 | 0,25–0,50 | 0,28–0,55 | 0,29–0,58 | |
Anwendungsdaten • MS(M) • WM15PD • Metrisch
| Material | | | ||||||||
| Cutting Speed | ||||||||||
| Range | Recommended Feed Rate (f) by Diameter | |||||||||
| – | – | Min | Starting Value | Max | Tool Diameter | 16,0 | 20,0 | 25,0 | 32,0 | 40,0 |
| M | 1 | 40 | 80 | 110 | mm/r | 0,11 – 0,26 | 0,13 – 0,28 | 0,13 – 0,32 | 0,14 – 0,35 | 0,15 – 0,37 |
| 2 | 35 | 55 | 75 | mm/r | 0,11 – 0,26 | 0,13 – 0,28 | 0,13 – 0,32 | 0,14 – 0,35 | 0,15 – 0,37 | |
| 3 | 20 | 35 | 50 | mm/r | 0,11 – 0,26 | 0,13 – 0,28 | 0,13 – 0,32 | 0,14 – 0,35 | 0,15 – 0,37 | |
| K | 1 | 90 | 135 | 175 | mm/r | 0,19 – 0,25 | 0,22 – 0,29 | 0,29 – 0,38 | 0,32 – 0,43 | 0,33 – 0,50 |
| 2 | 80 | 120 | 140 | mm/r | 0,19 – 0,25 | 0,22 – 0,29 | 0,29 – 0,38 | 0,32 – 0,43 | 0,33 – 0,50 | |
| 3 | 70 | 110 | 125 | mm/r | 0,18 – 0,26 | 0,21 – 0,29 | 0,23 – 0,37 | 0,25 – 0,42 | 0,27 – 0,46 | |
| N | 1 | 90 | 155 | 220 | mm/r | 0,25 – 0,50 | 0,28 – 0,56 | 0,32 – 0,63 | 0,32 – 0,70 | 0,32 – 0,70 |
| 2 | 90 | 155 | 220 | mm/r | 0,25 – 0,50 | 0,28 – 0,56 | 0,32 – 0,63 | 0,32 – 0,70 | 0,32 – 0,70 | |
| 3 | 80 | 120 | 160 | mm/r | 0,25 – 0,50 | 0,28 – 0,56 | 0,32 – 0,63 | 0,32 – 0,70 | 0,32 – 0,70 | |
| 4 | 90 | 155 | 220 | mm/r | 0,25 – 0,50 | 0,28 – 0,56 | 0,32 – 0,63 | 0,32 – 0,70 | 0,32 – 0,70 | |
| 5 | 160 | 200 | 240 | mm/r | 0,25 – 0,50 | 0,28 – 0,56 | 0,32 – 0,63 | 0,32 – 0,70 | 0,32 – 0,70 | |
| 6 | 160 | 200 | 240 | mm/r | 0,25 – 0,50 | 0,28 – 0,56 | 0,32 – 0,63 | 0,32 – 0,70 | 0,32 – 0,70 | |
| S | 1 | 20 | 40 | 60 | mm/r | 0,07 – 0,12 | 0,09 – 0,14 | 0,11 – 0,17 | 0,13 – 0,20 | 0,16 – 0,25 |
| 2 | 15 | 30 | 45 | mm/r | 0,07 – 0,12 | 0,09 – 0,14 | 0,11 – 0,17 | 0,13 – 0,20 | 0,16 – 0,25 | |
| 3 | 15 | 30 | 45 | mm/r | 0,07 – 0,12 | 0,09 – 0,14 | 0,11 – 0,17 | 0,13 – 0,20 | 0,16 – 0,25 | |
| 4 | 10 | 25 | 40 | mm/r | 0,07 – 0,12 | 0,13 – 0,20 | 0,16 – 0,25 | 0,18 – 0,28 | 0,21 – 0,31 | |
Application Data • MS(M) • WM15PD • Inch
| | |||||||||
| Cutting Speed | ||||||||||
| Range | Recommended Feed Rate (f) by Diameter | |||||||||
| Material | – | Min | Starting Value | Max | Tool Diameter | 0.630 | 0.787 | 1.000 | 1.260 | 1.575 |
| M | 1 | 131 | 262 | 361 | IPR | .004 – .010 | .005 – .012 | .005 – .013 | .006 – .014 | .006 – .015 |
| 2 | 115 | 180 | 246 | IPR | .004 – .010 | .005 – .012 | .005 – .013 | .006 – .014 | .006 – .015 | |
| 3 | 66 | 115 | 164 | IPR | .004 – .010 | .005 – .012 | .005 – .013 | .006 – .014 | .006 – .015 | |
| K | 1 | 295 | 443 | 574 | IPR | .007 – .010 | .009 – .019 | .011 – .015 | .013 – .017 | .013 – .020 |
| 2 | 262 | 394 | 459 | IPR | .007 – .010 | .009 – .019 | .011 – .015 | .013 – .017 | .013 – .020 | |
| 3 | 230 | 361 | 410 | IPR | .007 – .010 | .009 – .019 | .009 – .015 | .010 – .017 | .011 – .020 | |
| N | 1 | 295 | 508 | 722 | IPR | .010 – .020 | .011 – .022 | .013 – .025 | .013 – .028 | .013 – .028 |
| 2 | 295 | 508 | 722 | IPR | .010 – .020 | .011 – .022 | .013 – .025 | .013 – .028 | .013 – .028 | |
| 3 | 262 | 394 | 525 | IPR | .010 – .020 | .011 – .022 | .013 – .025 | .013 – .028 | .013 – .028 | |
| 4 | 295 | 508 | 722 | IPR | .010 – .020 | .011 – .022 | .013 – .025 | .013 – .028 | .013 – .028 | |
| 5 | 525 | 656 | 787 | IPR | .010 – .020 | .011 – .022 | .013 – .025 | .013 – .028 | .013 – .028 | |
| 6 | 525 | 656 | 787 | IPR | .010 – .020 | .011 – .022 | .013 – .025 | .013 – .028 | .013 – .028 | |
| S | 1 | 66 | 131 | 197 | IPR | .003 – .005 | .004 – .006 | .004 – .007 | .005 – .008 | .006 – .010 |
| 2 | 49 | 98 | 148 | IPR | .003 – .005 | .004 – .006 | .004 – .007 | .005 – .008 | .006 – .010 | |
| 3 | 49 | 98 | 148 | IPR | .003 – .005 | .004 – .006 | .004 – .007 | .005 – .008 | .006 – .010 | |
| 4 | 33 | 82 | 131 | IPR | .003 – .005 | .005 – .008 | .006 – .010 | .007 – .011 | .008 – .012 | |