ALUFLASH Flute Long Length Cylindrical Shank 6853383 2A19E07013SZT - WIDIA




 Trochoidal Milling
Trochoidal Milling Drilling
Drilling Spiralförmiges Interpolieren
Spiralförmiges Interpolieren Tauchfräsen
Tauchfräsen Schräg-Eintauchfräsen Ins Volle
Schräg-Eintauchfräsen Ins Volle Nutenfräsen: Ebene Stirnfläche
Nutenfräsen: Ebene Stirnfläche Umfangfräsen/Schulterfräsen: Ebene Stirnfläche
Umfangfräsen/Schulterfräsen: Ebene StirnflächeDownloaded file will be available after import in the {{cadTool}} tool library.
| Material Nummer | 6853383 |
| ISO Katalog Nummer | 2A19E07013SZT |
| ASI Katalog Nummer | 2A19E07013SZT |
| Sorte | UNCOATED |
| Aufnahmeart Maschinenseite | Straight-Cylindrical |
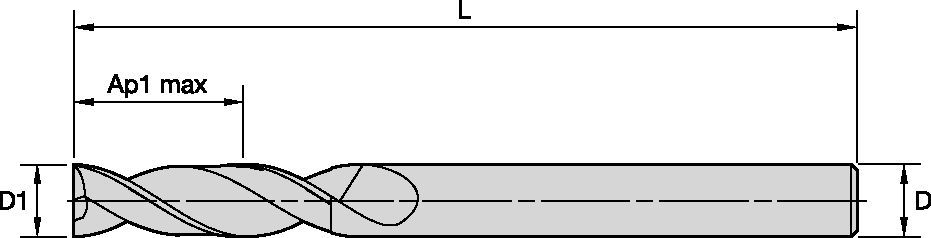
| [D1] Effektiver Schneidendurchmesser | 6.35 mm |
| [D1] Effektiver Schneidendurchmesser | 0.25 in |
| [D] Adapter/Schaft/Bohrungsdurchmesser | 6.35 mm |
| [D] Adapter/Schaft/Bohrungsdurchmesser | 0.25 in |
| [AP1MAX] 1. maximale Schnitttiefe | 19.05 mm |
| [AP1MAX] 1. maximale Schnitttiefe | 0.75 in |
| [L] Gesamtlänge | 63.5 mm |
| [L] Gesamtlänge | 2.5 in |
| [Z] Anzahl der Spannuten | 2 |
Trochoidal MillingDrillingSpiralförmiges InterpolierenTauchfräsenSchräg-Eintauchfräsen Ins VolleNutenfräsen: Ebene StirnflächeUmfangfräsen/Schulterfräsen: Ebene StirnflächeLösung erstellen, um Vorschübe und Geschwindigkeiten zu berechnen
Nachdem Sie eine Lösung erstellt haben, wählen Sie einfach das Symbol für Vorschübe und Geschwindigkeiten und unser System gibt Ihnen Empfehlungen. Sie können die Informationen anpassen, indem Sie Ihre Maschine und Spezifikationen hinzufügen oder Anpassungen mithilfe der Schieberegler vornehmen.
| Werkstoffgruppe | Helical Interpolation / Ramping 0° - 15° |  |  |  | ||||||||||||||
| UNBESCHICHTET | Empfohlener Vorschub pro Umdrehung | |||||||||||||||||
| Schnittgeschwindigkeit | Durchmesser | |||||||||||||||||
| Min. | Startwert | Max. | Fraction | 1/8 | 5/32 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 9/16 | 5/8 | 23/32 | 3/4 | 1 | |||
| Max Depth | Min. | Startwert | Max. | Decimals | .180-.180 | .180-.297 | .216-.356 | .288-.475 | .359-.594 | .431-.713 | .575-.950 | .633-1.047 | .719-1.188 | .814-1.346 | .863-1.425 | 1.150-1.900 | ||
| N | 1 | 1.25 x D1 | 1500 | 1800 | 6000 | IPT | .0009 | .0017 | .0022 | .0026 | .0035 | .0043 | .0052 | .0060 | .0069 | .0078 | .0087 | .0108 |
| 2 | 1.25 x D1 | 1500 | 1800 | 4500 | IPT | .0008 | .0016 | .0019 | .0023 | .0031 | .0039 | .0047 | .0054 | .0062 | .0070 | .0078 | .0097 | |
| 3 | 1.25 x D1 | 1500 | 1800 | 4500 | IPT | .0006 | .0012 | .0015 | .0018 | .0024 | .0030 | .0036 | .0042 | .0048 | .0054 | .0061 | .0076 | |
| 4 | 1.25 x D1 | 1200 | 1350 | 2250 | IPT | .0006 | .0012 | .0015 | .0018 | .0024 | .0030 | .0036 | .0042 | .0048 | .0054 | .0061 | .0076 | |
| 5 | 1.25 x D1 | 750 | 1200 | 3000 | IPT | .0008 | .0016 | .0020 | .0023 | .0031 | .0039 | .0047 | .0054 | .0062 | .0070 | .0078 | .0097 | |
| Werkstoffgruppe | Helical Interpolation / Ramping 15° - 30° | | | | ||||||||||||||
| UNBESCHICHTET | Empfohlener Vorschub pro Umdrehung | |||||||||||||||||
| Schnittgeschwindigkeit | Durchmesser | |||||||||||||||||
| Min. | Startwert | Max. | Fraction | 1/8 | 5/32 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 9/16 | 5/8 | 23/32 | 3/4 | 1 | |||
| Max Depth | Min. | Startwert | Max. | Decimals | .180-.180 | .180-.297 | .216-.356 | .288-.475 | .359-.594 | .431-.713 | .575-.950 | .633-1.047 | .719-1.188 | .814-1.346 | .863-1.425 | 1.150-1.900 | ||
| N | 1 | 1.25 x D1 | 1500 | 1800 | 4800 | IPT | .0006 | .0013 | .0016 | .0019 | .0026 | .0032 | .0039 | .0045 | .0052 | .0058 | .0065 | .0081 |
| 2 | 1.25 x D1 | 1500 | 1800 | 3600 | IPT | .0006 | .0012 | .0014 | .0018 | .0023 | .0029 | .0035 | .0041 | .0047 | .0053 | .0058 | .0073 | |
| 3 | 1.25 x D1 | 1500 | 1800 | 3600 | IPT | .0005 | .0009 | .0011 | .0014 | .0018 | .0023 | .0027 | .0032 | .0036 | .0041 | .0045 | .0057 | |
| 4 | 1.25 x D1 | 1200 | 1350 | 1800 | IPT | .0005 | .0009 | .0011 | .0014 | .0018 | .0023 | .0027 | .0032 | .0036 | .0041 | .0045 | .0057 | |
| 5 | 1.25 x D1 | 750 | 1200 | 2400 | IPT | .0006 | .0012 | .0015 | .0018 | .0023 | .0029 | .0035 | .0041 | .0047 | .0053 | .0058 | .0073 | |
| Werkstoffgruppe | Helical Interpolation / Ramping 30° - 45° | | | | ||||||||||||||
| UNBESCHICHTET | Empfohlener Vorschub pro Umdrehung | |||||||||||||||||
| Schnittgeschwindigkeit | Durchmesser | |||||||||||||||||
| Min. | Startwert | Max. | Fraction | 1/8 | 5/32 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 9/16 | 5/8 | 23/32 | 3/4 | 1 | |||
| Max Depth | Min. | Startwert | Max. | Decimals | .180-.180 | .180-.297 | .216-.356 | .288-.475 | .359-.594 | .431-.713 | .575-.950 | .633-1.047 | .719-1.188 | .814-1.346 | .863-1.425 | 1.150-1.900 | ||
| N | 1 | 1.25 x D1 | 1260 | 1500 | 2400 | IPT | .0005 | .0010 | .0013 | .0016 | .0021 | .0026 | .0031 | .0036 | .0042 | .0047 | .0052 | .0065 |
| 2 | 1.25 x D1 | 1260 | 1500 | 2400 | IPT | .0005 | .0009 | .0011 | .0014 | .0019 | .0023 | .0028 | .0033 | .0037 | .0042 | .0047 | .0058 | |
| 3 | 1.25 x D1 | 1260 | 1500 | 2400 | IPT | .0004 | .0007 | .0009 | .0011 | .0015 | .0018 | .0022 | .0025 | .0029 | .0033 | .0036 | .0045 | |
| 4 | 1.25 x D1 | 1020 | 1140 | 1350 | IPT | .0004 | .0007 | .0009 | .0011 | .0015 | .0018 | .0022 | .0025 | .0029 | .0033 | .0036 | .0045 | |
| 5 | 1.25 x D1 | 630 | 1020 | 1800 | IPT | .0005 | .0009 | .0012 | .0014 | .0019 | .0023 | .0028 | .0033 | .0037 | .0042 | .0047 | .0058 | |
| Werkstoffgruppe |  |  | | |||||||||||||||||
| Tauchfräsen | UNBESCHICHTET | Empfohlener Vorschub pro Umdrehung | ||||||||||||||||||
| Schnittgeschwindigkeit | D1 | |||||||||||||||||||
| Max Depth | Applicable | Coolant | Min. | Startwert | Max. | Fraction | 1/8 | 5/32 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 9/16 | 5/8 | 23/32 | 3/4 | 1 | ||
| N | 1 | 1.5 x D | Required | 360 | 780 | 1200 | IPR | .0031 | .0047 | .0053 | .0059 | .0063 | .0079 | .0087 | .0093 | .0098 | .0104 | .0110 | .0118 | |
| 2 | 1.5 x D | Required | 360 | 750 | 840 | IPR | .0031 | .0047 | .0053 | .0059 | .0063 | .0079 | .0087 | .0093 | .0098 | .0104 | .0110 | .0118 | ||
| 3 | 1.5 x D | Required | 300 | 600 | 780 | IPR | .0031 | .0047 | .0053 | .0059 | .0063 | .0079 | .0087 | .0093 | .0098 | .0104 | .0110 | .0118 | ||
| 4 | 1 x D | Required | 180 | 450 | 780 | IPR | .0024 | .0031 | .0039 | .0047 | .0055 | .0063 | .0079 | .0083 | .0087 | .0093 | .0098 | .0110 | ||
| 5 | 1.5 x D | Required | 180 | 600 | 1200 | IPR | .0031 | .0047 | .0053 | .0059 | .0063 | .0079 | .0087 | .0093 | .0098 | .0104 | .0110 | .0118 | ||
| Werkstoffgruppe | | |  | |||||||||||||||||
| Tauchfräsen | UNBESCHICHTET | Empfohlener Vorschub pro Umdrehung | ||||||||||||||||||
| Schnittgeschwindigkeit | D1 | |||||||||||||||||||
| Max Depth | Applicable | Coolant | Min. | Startwert | Max. | Fraction | 1/8 | 5/32 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 9/16 | 5/8 | 23/32 | 3/4 | 1 | ||
| N | 1 | 1,5 x D | Required | 360 | 780 | 1200 | IPR | .0022 | .0033 | .0037 | .0041 | .0044 | .0055 | .0061 | .0065 | .0069 | .0073 | .0077 | .0083 | |
| 2 | 1,5 x D | Required | 360 | 750 | 840 | IPR | .0022 | .0033 | .0037 | .0041 | .0044 | .0055 | .0061 | .0065 | .0069 | .0073 | .0077 | .0083 | ||
| 3 | 1,5 x D | Required | 300 | 600 | 780 | IPR | .0022 | .0033 | .0037 | .0041 | .0044 | .0055 | .0061 | .0065 | .0069 | .0073 | .0077 | .0083 | ||
| 4 | 1 x D | Required | 180 | 450 | 780 | IPR | .0017 | .0022 | .0028 | .0033 | .0039 | .0044 | .0055 | .0058 | .0061 | .0065 | .0069 | .0077 | ||
| 5 | 1,5 x D | Required | 180 | 600 | 1200 | IPR | .0022 | .0033 | .0037 | .0041 | .0044 | .0055 | .0061 | .0065 | .0069 | .0073 | .0077 | .0083 | ||
| Werkstoffgruppe |  |  | | |||||||||||||||||
| Eckfräsen (A) und Nutfräsen (B) | UNBESCHICHTET | Recommended feed per tooth (Fz = IPT) for side milling (A). For slotting (B), reduce Fz by 20%. | ||||||||||||||||||
| A | B | Schnittgeschwindigkeit | D1 | |||||||||||||||||
| ap | ae | ap | Min. | Startwert | Max. | Fraction | 1/8 | 5/32 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 9/16 | 5/8 | 23/32 | 3/4 | 1 | ||
| N | 1 | Ap1 max | 0,5 x D1 | 1 x D | 1500 | 1800 | 6000 | IPT | .0009 | .0017 | .0022 | .0026 | .0035 | .0043 | .0052 | .0060 | .0069 | .0078 | .0087 | .0108 |
| 2 | Ap1 max | 0,5 x D1 | 1 x D | 1500 | 1800 | 4500 | IPT | .0008 | .0016 | .0019 | .0023 | .0031 | .0039 | .0047 | .0054 | .0062 | .0070 | .0078 | .0097 | |
| 3 | Ap1 max | 0,5 x D1 | 1 x D | 1500 | 1800 | 4500 | IPT | .0006 | .0012 | .0015 | .0018 | .0024 | .0030 | .0036 | .0042 | .0048 | .0054 | .0061 | .0076 | |
| 4 | Ap1 max | 0,5 x D1 | 1 x D | 1200 | 1350 | 2250 | IPT | .0006 | .0012 | .0015 | .0018 | .0024 | .0030 | .0036 | .0042 | .0048 | .0054 | .0061 | .0076 | |
| 5 | Ap1 max | 0,5 x D1 | 1 x D | 750 | 1200 | 3000 | IPT | .0008 | .0016 | .0020 | .0023 | .0031 | .0039 | .0047 | .0054 | .0062 | .0070 | .0078 | .0097 | |
| Werkstoffgruppe | | | | |||||||||||||||||
| Eckfräsen (A) und Nutfräsen (B) | UNBESCHICHTET | Recommended feed per tooth (Fz = IPT) for side milling (A). For slotting (B), reduce Fz by 20%. | ||||||||||||||||||
| A | B | Schnittgeschwindigkeit | D1 | |||||||||||||||||
| ap | ae | ap | Min. | Startwert | Max. | Fraction | 1/8 | 5/32 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 9/16 | 5/8 | 23/32 | 3/4 | 1 | ||
| N | 1 | Ap1 max | 0,5 x D1 | 1 x D1 | 1500 | 1800 | 6000 | IPT | .0009 | .0017 | .0022 | .0026 | .0035 | .0043 | .0052 | .0060 | .0069 | .0078 | .0087 | .0108 |
| 2 | Ap1 max | 0,5 x D1 | 1 x D1 | 1500 | 1800 | 4500 | IPT | .0008 | .0016 | .0019 | .0023 | .0031 | .0039 | .0047 | .0054 | .0062 | .0070 | .0078 | .0097 | |
| 3 | Ap1 max | 0,5 x D1 | 1 x D1 | 1500 | 1800 | 4500 | IPT | .0006 | .0012 | .0015 | .0018 | .0024 | .0030 | .0036 | .0042 | .0048 | .0054 | .0061 | .0076 | |
| 4 | Ap1 max | 0,5 x D1 | 1 x D1 | 1200 | 1350 | 2250 | IPT | .0006 | .0012 | .0015 | .0018 | .0024 | .0030 | .0036 | .0042 | .0048 | .0054 | .0061 | .0076 | |
| 5 | Ap1 max | 0,5 x D1 | 1 x D1 | 750 | 1200 | 3000 | IPT | .0008 | .0016 | .0020 | .0023 | .0031 | .0039 | .0047 | .0054 | .0062 | .0070 | .0078 | .0097 | |
I have read and accepted the Terms & Conditions of use
CAD Drawings Models
Can’t find the file type you’re looking for?
Product data
ISO Katalog
ANSI Katalog
to find similar products.Please select a file to download
Models
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO Katalog | Grade |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?