Willkommen
Bestätigen Sie bitte Ihre Präferenzen
Einstellungen aktualisieren
Produktvorschläge
Product Family suggestions
WIDIA steht Ihnen zur Diensten
Hallo, User Name
Das von Ihnen ausgewählte Konto:
Es gibt ein Problem mit Ihrem Konto. Bitte kontaktieren Sie den Kundendienst.
Kundenkonto Konto ändern
Lieferadresse Konto ändern
- Übersicht
- Bestellungen verwalten
- Kanäle verwalten
- Adressbuch
Notifications
Mark all as read- Passwort ändern
- Mein Profil
- Abmelden
Artikel erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Leistungsstarke Werkzeuglösungen jetzt im Angebot. Bestellen Sie jetzt!
WIDIA steht Ihnen zur Diensten
Artikel erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Lösung bearbeiten
Lösung hinzufügen
Lösungsname:{{SolutionName}}- Produkte
- /
- TOP DRILL™ modular X • Wendeschneidplatten • MS
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

TOP DRILL™ modular X • Wendeschneidplatten • MS
TDMX • Wendeschneidplatten • MS
Features and benefits
- Geometrie ausgelegt für Edelstahl- und Superlegierungsanwendungen
- Bei stabilen Bedingungen sekundäre Anwendung für Stahl und Gusseisen
- Zwei Führungsfasen
Uses and application
Drilling
Drilling: Inclined Entry
Drilling: Inclined Exit
Drilling: Stacked Plates
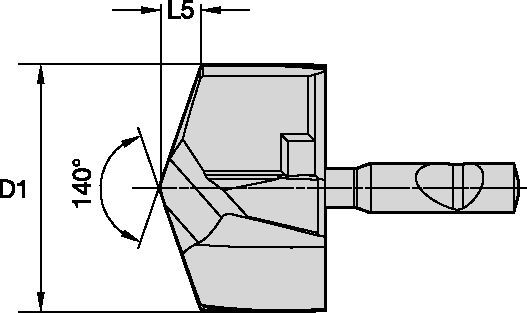
Werkzeugabmessungen: 2 Schneidreihen / 2 Führungsfasen / Innere Kühlmittelzuführung
Drilling: Cross-Hole Drilling
| Metric | ||
| tolerance | ||
| Insert Type | TDMX….PK; MS; FP | TDMX…FPE |
| D1 | Tolerance k7 | Tolerance s7 |
| 16-18 | .+0,001/+0.019 | .+0.028/+0.046 |
| >18-30 | .+0,002/+0,023 | .+0,035/+0,056 |
| >30-40 | .+0,002/+0,027 | .+0,043/+0,068 |
| Inch | ||
| tolerance | ||
| Insert Type | TDMX….PK | |
Anwendungsdaten • MS(M) • WM15PD • Metrisch
| Material |  |  | ||||||||
| Cutting Speed | ||||||||||
| Range | Recommended Feed Rate (f) by Diameter | |||||||||
| – | – | Min | Starting Value | Max | Tool Diameter | 16,0 | 20,0 | 25,0 | 32,0 | 40,0 |
| M | 1 | 40 | 80 | 110 | mm/r | 0,11 – 0,26 | 0,13 – 0,28 | 0,13 – 0,32 | 0,14 – 0,35 | 0,15 – 0,37 |
| 2 | 35 | 55 | 75 | mm/r | 0,11 – 0,26 | 0,13 – 0,28 | 0,13 – 0,32 | 0,14 – 0,35 | 0,15 – 0,37 | |
| 3 | 20 | 35 | 50 | mm/r | 0,11 – 0,26 | 0,13 – 0,28 | 0,13 – 0,32 | 0,14 – 0,35 | 0,15 – 0,37 | |
| K | 1 | 90 | 135 | 175 | mm/r | 0,19 – 0,25 | 0,22 – 0,29 | 0,29 – 0,38 | 0,32 – 0,43 | 0,33 – 0,50 |
| 2 | 80 | 120 | 140 | mm/r | 0,19 – 0,25 | 0,22 – 0,29 | 0,29 – 0,38 | 0,32 – 0,43 | 0,33 – 0,50 | |
| 3 | 70 | 110 | 125 | mm/r | 0,18 – 0,26 | 0,21 – 0,29 | 0,23 – 0,37 | 0,25 – 0,42 | 0,27 – 0,46 | |
| N | 1 | 90 | 155 | 220 | mm/r | 0,25 – 0,50 | 0,28 – 0,56 | 0,32 – 0,63 | 0,32 – 0,70 | 0,32 – 0,70 |
| 2 | 90 | 155 | 220 | mm/r | 0,25 – 0,50 | 0,28 – 0,56 | 0,32 – 0,63 | 0,32 – 0,70 | 0,32 – 0,70 | |
| 3 | 80 | 120 | 160 | mm/r | 0,25 – 0,50 | 0,28 – 0,56 | 0,32 – 0,63 | 0,32 – 0,70 | 0,32 – 0,70 | |
| 4 | 90 | 155 | 220 | mm/r | 0,25 – 0,50 | 0,28 – 0,56 | 0,32 – 0,63 | 0,32 – 0,70 | 0,32 – 0,70 | |
| 5 | 160 | 200 | 240 | mm/r | 0,25 – 0,50 | 0,28 – 0,56 | 0,32 – 0,63 | 0,32 – 0,70 | 0,32 – 0,70 | |
| 6 | 160 | 200 | 240 | mm/r | 0,25 – 0,50 | 0,28 – 0,56 | 0,32 – 0,63 | 0,32 – 0,70 | 0,32 – 0,70 | |
| S | 1 | 20 | 40 | 60 | mm/r | 0,07 – 0,12 | 0,09 – 0,14 | 0,11 – 0,17 | 0,13 – 0,20 | 0,16 – 0,25 |
| 2 | 15 | 30 | 45 | mm/r | 0,07 – 0,12 | 0,09 – 0,14 | 0,11 – 0,17 | 0,13 – 0,20 | 0,16 – 0,25 | |
| 3 | 15 | 30 | 45 | mm/r | 0,07 – 0,12 | 0,09 – 0,14 | 0,11 – 0,17 | 0,13 – 0,20 | 0,16 – 0,25 | |
| 4 | 10 | 25 | 40 | mm/r | 0,07 – 0,12 | 0,13 – 0,20 | 0,16 – 0,25 | 0,18 – 0,28 | 0,21 – 0,31 | |
Application Data • MS(M) • WM15PD • Inch
| | |||||||||
| Cutting Speed | ||||||||||
| Range | Recommended Feed Rate (f) by Diameter | |||||||||
| Material | – | Min | Starting Value | Max | Tool Diameter | 0.630 | 0.787 | 1.000 | 1.260 | 1.575 |
| M | 1 | 131 | 262 | 361 | IPR | .004 – .010 | .005 – .012 | .005 – .013 | .006 – .014 | .006 – .015 |
| 2 | 115 | 180 | 246 | IPR | .004 – .010 | .005 – .012 | .005 – .013 | .006 – .014 | .006 – .015 | |
| 3 | 66 | 115 | 164 | IPR | .004 – .010 | .005 – .012 | .005 – .013 | .006 – .014 | .006 – .015 | |
| K | 1 | 295 | 443 | 574 | IPR | .007 – .010 | .009 – .019 | .011 – .015 | .013 – .017 | .013 – .020 |
| 2 | 262 | 394 | 459 | IPR | .007 – .010 | .009 – .019 | .011 – .015 | .013 – .017 | .013 – .020 | |
| 3 | 230 | 361 | 410 | IPR | .007 – .010 | .009 – .019 | .009 – .015 | .010 – .017 | .011 – .020 | |
| N | 1 | 295 | 508 | 722 | IPR | .010 – .020 | .011 – .022 | .013 – .025 | .013 – .028 | .013 – .028 |
| 2 | 295 | 508 | 722 | IPR | .010 – .020 | .011 – .022 | .013 – .025 | .013 – .028 | .013 – .028 | |
| 3 | 262 | 394 | 525 | IPR | .010 – .020 | .011 – .022 | .013 – .025 | .013 – .028 | .013 – .028 | |
| 4 | 295 | 508 | 722 | IPR | .010 – .020 | .011 – .022 | .013 – .025 | .013 – .028 | .013 – .028 | |
| 5 | 525 | 656 | 787 | IPR | .010 – .020 | .011 – .022 | .013 – .025 | .013 – .028 | .013 – .028 | |
| 6 | 525 | 656 | 787 | IPR | .010 – .020 | .011 – .022 | .013 – .025 | .013 – .028 | .013 – .028 | |
| S | 1 | 66 | 131 | 197 | IPR | .003 – .005 | .004 – .006 | .004 – .007 | .005 – .008 | .006 – .010 |
| 2 | 49 | 98 | 148 | IPR | .003 – .005 | .004 – .006 | .004 – .007 | .005 – .008 | .006 – .010 | |
| 3 | 49 | 98 | 148 | IPR | .003 – .005 | .004 – .006 | .004 – .007 | .005 – .008 | .006 – .010 | |
| 4 | 33 | 82 | 131 | IPR | .003 – .005 | .005 – .008 | .006 – .010 | .007 – .011 | .008 – .012 | |