List Price
/each
Discount
Your Price
/each
Sold in pkg. of 0Adjusted to meet the minimum package size.
Minimum qty: 0Adjusted to meet the minimum quantity requirement.
In StockThis item is no longer availableLonger Delivery




 Face Milling
Face Milling Milling - Through Coolant
Milling - Through Coolant Milling - Side and Face
Milling - Side and FaceDownloaded file will be available after import in the {{cadTool}} tool library.
| Material Number | 4086798 |
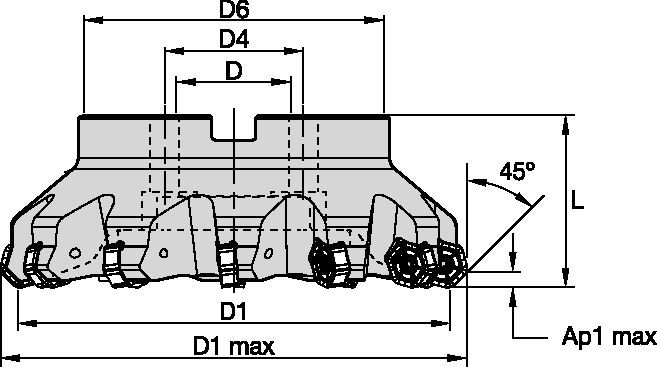
| ISO Catalog ID | M1200D1000Z12S250HN09 |
| ANSI Catalog ID | M1200D1000Z12S250HN09 |
| [D1] Effective Cutting Diameter | 254 mm |
| [D1] Effective Cutting Diameter | 10 in |
| [D1MAX] Maximum Cutting Diameter | 264.662 mm |
| [D1MAX] Maximum Cutting Diameter | 10.433 in |
| [D] Adapter / Shank / Bore Diameter | 63.5 mm |
| [D] Adapter / Shank / Bore Diameter | 2.5 in |
| [D4] Bolt Circle 4 | 101.6 mm |
| [D4] Bolt Circle 3 | 4 in |
| [D6] Hub Diameter | 180.85 mm |
| [D6] Hub Diameter | 7.12 in |
| [L] Overall Length | 60.45 mm |
| [L] Overall Length | 2.38 in |
| [AP1MAX] 1st Maximum Cutting Depth | 4.5 mm |
| [AP1MAX] 1st Maximum Cutting Depth | .177 in |
| Number of Inserts | 12 |
| Max RPM | 2510 |
| Coolant Supply | Y |
| Weight Pounds | 24.22 |
Face MillingMilling - Through CoolantMilling - Side and FaceCreate Solution to calculate Feeds and Speeds
After creating a solution just choose the Feeds & Speeds icon and our system will provide recommendations. You can customize the information by adding your machine and specifications or make adjustments using the sliders.
| Material Group | Light | General | Heavy | Universal | ||||
| Geometry | Grade | Geometry | Grade | Geometry | Grade | Geometry | Grade | |
| P1–P2 | .E..LD | WP40PM | .S..GD | WP40PM | .S..HD | WP40PM | .S..MM | WU20PM |
| P3–P4 | .E..LD | WP25PM | .S..GD | WP35CM | .S..HD | WP35CM | .S..MM | WU20PM |
| P5–P6 | .E..LD | WP25PM | .S..GD | WP35CM | .S..HD | WP35CM | .S..MM | WP35CM |
| M1–M2 | .E..LD | WP25PM | .S..GD | WP25PM | .S..HD | WP25PM | .S..MM | WU20PM |
| M3 | .E..LD | WP35CM | .S..GD | WP35CM | .S..HD | WP35CM | .S..MM | WP35CM |
| K1–K2 | .E..LD | TN6520 | .S..GD | WK15CM | .S..HD | WK15CM | .S..MM | WK15CM |
| K3 | .E..LD | WP35CM | .S..GD | WP35CM | .S..HD | WP35CM | .S..MM | WP35CM |
| N1–N2 | .F..LDJ | TN6501 | .F..LDJ | TN6501 | .F..LDJ | TN6501 | ||
| N3 | .F..LDJ | TN6501 | .F..LDJ | TN6501 | .F..LDJ | TN6501 | ||
| S1–S2 | .E..LD | WS30PM | .S..GD | WS30PM | .S..HD | WS40PM | .S..MM | WU20PM |
| S3 | .E..LD | WS30PM | .S..GD | WS30PM | .S..HD | WS40PM | .S..MM | WU20PM |
| S4 | .E..LD | WS30PM | .S..GD | WS30PM | .S..HD | WS40PM | .S..MM | WU20PM |
| M1200 15º Lead • Recommended Starting Feeds [mm/th] | ||||||
| Insert Geometry | Programmed Feed per Tooth (fz) at a % of Radial Depth of Cut (ae) | |||||
| 30% | 40 | |||||
| L | M | H | L | M | H | |
| .F..LDJ | 0,22 | 0,42 | 0,83 | 0,21 | 0,38 | 0,76 |
| .E..LD | 0,22 | 0,64 | 1,28 | 0,21 | 0,59 | 1,17 |
| .S..GD | 0,43 | 1,07 | 1,72 | 0,39 | 0,98 | 1,57 |
| .S..HD | 0,43 | 1,07 | 1,72 | 0,39 | 0,98 | 1,57 |
| .S..Ceramic | – | – | – | – | – | – |
| .S..MM | 0,43 | 1,07 | 1,72 | 0,39 | 0,98 | 1,57 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use "Light Machining" values as starting feed rate. | ||||||
| M1200 15º Lead • Recommended Starting Feeds [IPT] | ||||||
| Insert Geometry | Programmed Feed per Tooth (fz) at a % of Radial Depth of Cut (ae) | |||||
| 30% | 40 | |||||
| L | M | H | L | M | H | |
| .F..LDJ | 0.008 | 0.017 | 0.034 | 0.008 | 0.015 | 0.031 |
| .E..LD | 0.008 | 0.025 | 0.051 | 0.008 | 0.023 | 0.046 |
| .S..GD | 0.017 | 0.042 | 0.068 | 0.015 | 0.039 | 0.062 |
| .S..HD | 0.017 | 0.042 | 0.068 | 0.015 | 0.039 | 0.062 |
| .S..Ceramic | – | – | – | – | – | – |
| .S..MM | 0.017 | 0.042 | 0.068 | 0.015 | 0.039 | 0.062 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use "Light Machining" values as starting feed rate. | ||||||
| M1200 • Recommended Starting Speeds [m/min] | ||||||||||||||||||||||
| Grade | THM-U | TN6501 | TN6510 | TN6520 | TN6525 | TN6540 | WK15CM | |||||||||||||||
| Chip Thickness hex mm | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | ||||||||
| Material Group | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | |
| P | 1 | – | – | – | – | – | – | – | – | – | – | – | – | 410 | 320 | 280 | 360 | 280 | 240 | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | 320 | 250 | 215 | 250 | 190 | 170 | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | 280 | 215 | 185 | 215 | 170 | 140 | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | 235 | 170 | 145 | 180 | 130 | 110 | – | – | – | |
| 5 | – | – | – | – | – | – | – | – | – | – | – | – | 310 | 235 | 200 | 240 | 180 | 150 | – | – | – | |
| 6 | – | – | – | – | – | – | – | – | – | – | – | – | 205 | 160 | 130 | 160 | 120 | 100 | – | – | – | |
| M | 1 | – | – | – | – | – | – | – | – | – | – | – | – | 190 | 120 | 80 | 130 | 80 | 60 | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | 120 | 80 | 50 | 80 | 50 | 40 | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | 125 | 80 | 55 | 85 | 50 | 40 | – | – | – | |
| K | 1 | – | – | – | – | – | – | 480 | 350 | 260 | 450 | 320 | 230 | 275 | 245 | 220 | 220 | 205 | 180 | 505 | 460 | 410 |
| 2 | – | – | – | – | – | – | 420 | 280 | 205 | 390 | 250 | 190 | 215 | 190 | 180 | 175 | 155 | 140 | 400 | 355 | 330 | |
| 3 | – | – | – | – | – | – | 335 | 260 | 200 | 300 | 230 | 160 | 180 | 160 | 145 | 155 | 145 | 125 | 335 | 300 | 275 | |
| N | 1 | 2400 | 1440 | 1200 | 2400 | 1440 | 1200 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | 1640 | 980 | 800 | 1640 | 980 | 800 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | 960 | 600 | 480 | 960 | 600 | 480 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 50 | 35 | 30 | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 25 | 20 | 10 | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 70 | 40 | 30 | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 60 | 30 | 25 | – | – | – | |
| H | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| Recommended Starting Speed are pointing to 90° Shoulder Milling . Starting Speed for Face and Copy Milling can be Increased by 20 %. As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | ||||||||||||||||||||||
| M1200 • Recommended Starting Speeds [m/min] | ||||||||||||||||||||||
| Grade | WP25PM | WP35CM | WP40PM | WS30PM | WS40PM | WU20PM | WK25YM | |||||||||||||||
| Chip Thickness hex mm | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | ||||||||
| Material Group | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | |
| P | 1 | 395 | 340 | 325 | 545 | 475 | 445 | 355 | 310 | 295 | – | – | – | – | – | – | 330 | 290 | 270 | – | – | – |
| 2 | 330 | 290 | 240 | 335 | 305 | 275 | 300 | 260 | 215 | – | – | – | – | – | – | 275 | 250 | 200 | – | – | – | |
| 3 | 305 | 260 | 210 | 305 | 275 | 245 | 275 | 235 | 190 | – | – | – | – | – | – | 255 | 220 | 175 | – | – | – | |
| 4 | 270 | 220 | 180 | 230 | 210 | 190 | 245 | 205 | 160 | – | – | – | – | – | – | 225 | 190 | 150 | – | – | – | |
| 5 | 220 | 205 | 180 | 310 | 275 | 250 | 205 | 185 | 160 | – | – | – | 205 | 175 | 145 | 185 | 175 | 150 | – | – | – | |
| 6 | 200 | 150 | 120 | 190 | 160 | 130 | 180 | 140 | 110 | – | – | – | 180 | 130 | 95 | 165 | 130 | 100 | – | – | – | |
| M | 1 | 245 | 215 | 200 | 245 | 220 | 185 | 235 | 205 | 185 | 270 | 240 | 220 | 250 | 205 | 170 | 205 | 180 | 165 | – | – | – |
| 2 | 220 | 190 | 155 | 220 | 190 | 170 | 210 | 180 | 150 | 245 | 215 | 175 | 215 | 175 | 145 | 185 | 160 | 130 | – | – | – | |
| 3 | 170 | 145 | 115 | 175 | 155 | 140 | 155 | 140 | 110 | 185 | 160 | 125 | 175 | 130 | 100 | 140 | 120 | 95 | – | – | – | |
| K | 1 | 275 | 245 | 220 | 355 | 320 | 290 | – | – | – | – | – | – | – | – | – | 250 | 220 | 185 | 965 | 880 | 780 |
| 2 | 215 | 190 | 180 | 280 | 250 | 230 | – | – | – | – | – | – | – | – | – | 200 | 180 | 150 | 765 | 685 | 635 | |
| 3 | 180 | 160 | 145 | 235 | 210 | 190 | – | – | – | – | – | – | – | – | – | 180 | 150 | 120 | 645 | 570 | 525 | |
| N | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 550 | 470 | 400 | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 550 | 470 | 400 | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 400 | 350 | 300 | – | – | – | |
| S | 1 | 50 | 40 | 30 | – | – | – | 50 | 40 | 35 | 55 | 50 | 35 | 50 | 40 | 30 | 40 | 35 | 25 | – | – | – |
| 2 | 50 | 40 | 30 | – | – | – | 50 | 40 | 35 | 55 | 50 | 35 | 50 | 40 | 30 | 40 | 35 | 25 | – | – | – | |
| 3 | 60 | 50 | 30 | – | – | – | 60 | 50 | 35 | 65 | 55 | 35 | 60 | 50 | 30 | 50 | 40 | 25 | – | – | – | |
| 4 | 85 | 60 | 40 | 80 | 60 | 40 | 80 | 60 | 40 | 100 | 70 | 50 | 70 | 60 | 35 | 70 | 50 | 35 | – | – | – | |
| H | 1 | 145 | 110 | 85 | – | – | – | – | – | – | – | – | – | – | – | – | 110 | 80 | 70 | – | – | – |
| Recommended Starting Speed are pointing to 90° Shoulder Milling . Starting Speed for Face and Copy Milling can be Increased by 20 %. As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | ||||||||||||||||||||||
| M1200 • Recommended Starting Speeds [SFM] | ||||||||||||||||||||||
| Grade | THM-U | TN6501 | TN6510 | TN6520 | TN6525 | TN6540 | WK15CM | |||||||||||||||
| Chip Thickness hex Inch | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | ||||||||
| Material Group | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | |
| P | 1 | – | – | – | – | – | – | – | – | – | – | – | – | 1340 | 1045 | 925 | 1180 | 925 | 785 | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | 1045 | 830 | 710 | 830 | 630 | 550 | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | 925 | 710 | 610 | 710 | 550 | 450 | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | 770 | 550 | 475 | 590 | 430 | 355 | – | – | – | |
| 5 | – | – | – | – | – | – | – | – | – | – | – | – | 1025 | 770 | 650 | 785 | 590 | 490 | – | – | – | |
| 6 | – | – | – | – | – | – | – | – | – | – | – | – | 670 | 535 | 430 | 535 | 395 | 335 | – | – | – | |
| M | 1 | – | – | – | – | – | – | – | – | – | – | – | – | 630 | 395 | 260 | 430 | 260 | 200 | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | 395 | 260 | 155 | 260 | 155 | 140 | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | 415 | 260 | 180 | 275 | 155 | 140 | – | – | – | |
| K | 1 | – | – | – | – | – | – | 1570 | 1140 | 845 | 1475 | 1045 | 750 | 905 | 805 | 725 | 725 | 670 | 590 | 1655 | 1520 | 1340 |
| 2 | – | – | – | – | – | – | 1380 | 925 | 670 | 1280 | 830 | 630 | 710 | 630 | 590 | 570 | 510 | 450 | 1320 | 1165 | 1080 | |
| 3 | – | – | – | – | – | – | 1105 | 845 | 650 | 985 | 750 | 535 | 590 | 535 | 475 | 510 | 475 | 415 | 1105 | 985 | 905 | |
| N | 1 | 7870 | 4720 | 3935 | 7870 | 4720 | 3935 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | 5370 | 3210 | 2615 | 5370 | 3210 | 2615 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | 3150 | 1970 | 1570 | 3150 | 1970 | 1570 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 155 | 120 | 95 | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 80 | 60 | 40 | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 235 | 140 | 95 | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 200 | 95 | 80 | – | – | – | |
| H | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| Recommended Starting Speed are pointing to 90° Shoulder Milling . Starting Speed for Face and Copy Milling can be Increased by 20 %. As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | ||||||||||||||||||||||
| M1200 • Recommended Starting Speeds [SFM] | ||||||||||||||||||||||
| Grade | WP25PM | WP35CM | WP40PM | WS30PM | WS40PM | WU20PM | WK25YM | |||||||||||||||
| Chip Thickness hex Inch | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | ||||||||
| Material Group | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | |
| P | 1 | 1295 | 1120 | 1060 | 1790 | 1555 | 1460 | 970 | 855 | 805 | – | – | – | – | – | – | 1080 | 950 | 890 | – | – | – |
| 2 | 1080 | 940 | 785 | 1105 | 1000 | 905 | 820 | 705 | 590 | – | – | – | – | – | – | 900 | 820 | 660 | – | – | – | |
| 3 | 1000 | 845 | 690 | 1000 | 905 | 805 | 755 | 640 | 525 | – | – | – | – | – | – | 840 | 720 | 570 | – | – | – | |
| 4 | 890 | 725 | 590 | 750 | 690 | 630 | 675 | 560 | 445 | – | – | – | – | – | – | 740 | 620 | 490 | – | – | – | |
| 5 | 725 | 670 | 590 | 1025 | 905 | 830 | 560 | 510 | 445 | – | – | – | 560 | 475 | 395 | 610 | 570 | 490 | – | – | – | |
| 6 | 650 | 490 | 395 | 630 | 535 | 430 | 490 | 375 | 295 | – | – | – | 490 | 360 | 260 | 540 | 430 | 330 | – | – | – | |
| M | 1 | 805 | 710 | 650 | 805 | 725 | 610 | 640 | 560 | 510 | 890 | 785 | 725 | 690 | 560 | 460 | 670 | 590 | 540 | – | – | – |
| 2 | 725 | 630 | 510 | 725 | 630 | 550 | 575 | 490 | 410 | 805 | 710 | 570 | 590 | 475 | 395 | 610 | 520 | 430 | – | – | – | |
| 3 | 550 | 475 | 370 | 570 | 510 | 450 | 425 | 375 | 295 | 610 | 535 | 415 | 475 | 360 | 280 | 460 | 390 | 310 | – | – | – | |
| K | 1 | 905 | 805 | 725 | 1165 | 1045 | 940 | – | – | – | – | – | – | – | – | – | 820 | 720 | 610 | 3170 | 2880 | 2560 |
| 2 | 710 | 630 | 590 | 925 | 830 | 750 | – | – | – | – | – | – | – | – | – | 660 | 590 | 490 | 2510 | 2240 | 2090 | |
| 3 | 590 | 535 | 475 | 770 | 690 | 630 | – | – | – | – | – | – | – | – | – | 590 | 490 | 390 | 2110 | 1870 | 1720 | |
| N | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 1800 | 1540 | 1310 | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 1800 | 1540 | 1310 | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 1310 | 1150 | 980 | – | – | – | |
| S | 1 | 155 | 140 | 95 | – | – | – | – | – | – | 180 | 155 | 120 | 130 | 115 | 80 | 130 | 110 | 80 | – | – | – |
| 2 | 155 | 140 | 95 | – | – | – | – | – | – | 180 | 155 | 120 | 130 | 115 | 80 | 130 | 110 | 80 | – | – | – | |
| 3 | 200 | 155 | 95 | – | – | – | – | – | – | 215 | 180 | 120 | 165 | 130 | 80 | 160 | 130 | 80 | – | – | – | |
| 4 | 275 | 200 | 140 | 260 | 200 | 130 | – | – | – | 335 | 235 | 155 | 195 | 165 | 100 | 230 | 160 | 110 | – | – | – | |
| H | 1 | 475 | 355 | 275 | – | – | – | – | – | – | – | – | – | – | – | – | 360 | 260 | 230 | – | – | – |
| Recommended Starting Speed are pointing to 90° Shoulder Milling . Starting Speed for Face and Copy Milling can be Increased by 20 %. As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | ||||||||||||||||||||||
I have read and accepted the Terms & Conditions of use













ISO Catalog Number
ANSI Catalog Number
to find similar products.Please select a file to download
Models
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO Catalog Number | Grade |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?