Welcome
Please confirm your preferences
Update Preferences
Product Suggestions
Product Family suggestions
Hi, User Name
Your Selected Account:
There is an issue with your account. Please contact customer support.
Sold To Account Change Account
Ship To Account Change Account
- Dashboard
- Manage Orders
- Manage Channels
- Address Book
Notifications
Mark all as read- Change Password
- My Profile
- Logout
Item(s) successfully added to cart
View Cart
View Cart
Powerful tooling solutions on sale now. Shop Now
Item(s) successfully added to cart
View Cart
View Cart
Editing Solution
Adding Solution
Solution Name:{{SolutionName}}- Products
- /
- TOP DRILL™ Modular X • Inserts • MS
Product Similar To: [Product Name]
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

TOP DRILL™ Modular X • Inserts • MS
TDMX • Inserts • MS
Features and benefits
- Geometry designed for Stainless Steel and Super Alloy applications
- Secondary application on Steel and Cast Iron in stable conditions
- Two margin lands
Uses and application
Drilling
Drilling: Inclined Entry
Drilling: Inclined Exit
Drilling: Stacked Plates
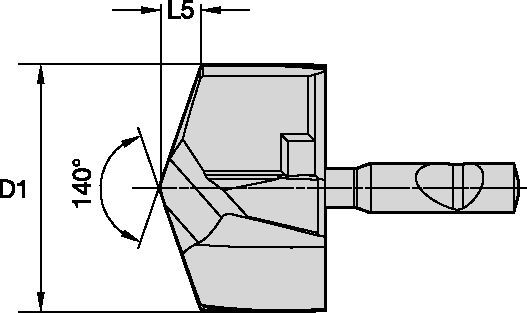
Tool Dimensions: 2flute/2margin/coolant
Drilling: Cross-Hole Drilling
| Metric | ||
| tolerance | ||
| Insert Type | TDMX….PK; MS; FP | TDMX…FPE |
| D1 | Tolerance k7 | Tolerance s7 |
| 16-18 | .+0,001/+0.019 | .+0.028/+0.046 |
| >18-30 | .+0,002/+0,023 | .+0,035/+0,056 |
| >30-40 | .+0,002/+0,027 | .+0,043/+0,068 |
| Inch | ||
| tolerance | ||
| Insert Type | TDMX….PK | |
Application Data • MS(M) • WM15PD • Metric
| Material |  |  | ||||||||
| Cutting Speed | ||||||||||
| Range | Recommended Feed Rate (f) by Diameter | |||||||||
| – | – | Min | Starting Value | Max | Tool Diameter | 16,0 | 20,0 | 25,0 | 32,0 | 40,0 |
| M | 1 | 40 | 80 | 110 | mm/r | 0,11 – 0,26 | 0,13 – 0,28 | 0,13 – 0,32 | 0,14 – 0,35 | 0,15 – 0,37 |
| 2 | 35 | 55 | 75 | mm/r | 0,11 – 0,26 | 0,13 – 0,28 | 0,13 – 0,32 | 0,14 – 0,35 | 0,15 – 0,37 | |
| 3 | 20 | 35 | 50 | mm/r | 0,11 – 0,26 | 0,13 – 0,28 | 0,13 – 0,32 | 0,14 – 0,35 | 0,15 – 0,37 | |
| K | 1 | 90 | 135 | 175 | mm/r | 0,19 – 0,25 | 0,22 – 0,29 | 0,29 – 0,38 | 0,32 – 0,43 | 0,33 – 0,50 |
| 2 | 80 | 120 | 140 | mm/r | 0,19 – 0,25 | 0,22 – 0,29 | 0,29 – 0,38 | 0,32 – 0,43 | 0,33 – 0,50 | |
| 3 | 70 | 110 | 125 | mm/r | 0,18 – 0,26 | 0,21 – 0,29 | 0,23 – 0,37 | 0,25 – 0,42 | 0,27 – 0,46 | |
| N | 1 | 90 | 155 | 220 | mm/r | 0,25 – 0,50 | 0,28 – 0,56 | 0,32 – 0,63 | 0,32 – 0,70 | 0,32 – 0,70 |
| 2 | 90 | 155 | 220 | mm/r | 0,25 – 0,50 | 0,28 – 0,56 | 0,32 – 0,63 | 0,32 – 0,70 | 0,32 – 0,70 | |
| 3 | 80 | 120 | 160 | mm/r | 0,25 – 0,50 | 0,28 – 0,56 | 0,32 – 0,63 | 0,32 – 0,70 | 0,32 – 0,70 | |
| 4 | 90 | 155 | 220 | mm/r | 0,25 – 0,50 | 0,28 – 0,56 | 0,32 – 0,63 | 0,32 – 0,70 | 0,32 – 0,70 | |
| 5 | 160 | 200 | 240 | mm/r | 0,25 – 0,50 | 0,28 – 0,56 | 0,32 – 0,63 | 0,32 – 0,70 | 0,32 – 0,70 | |
| 6 | 160 | 200 | 240 | mm/r | 0,25 – 0,50 | 0,28 – 0,56 | 0,32 – 0,63 | 0,32 – 0,70 | 0,32 – 0,70 | |
| S | 1 | 20 | 40 | 60 | mm/r | 0,07 – 0,12 | 0,09 – 0,14 | 0,11 – 0,17 | 0,13 – 0,20 | 0,16 – 0,25 |
| 2 | 15 | 30 | 45 | mm/r | 0,07 – 0,12 | 0,09 – 0,14 | 0,11 – 0,17 | 0,13 – 0,20 | 0,16 – 0,25 | |
| 3 | 15 | 30 | 45 | mm/r | 0,07 – 0,12 | 0,09 – 0,14 | 0,11 – 0,17 | 0,13 – 0,20 | 0,16 – 0,25 | |
| 4 | 10 | 25 | 40 | mm/r | 0,07 – 0,12 | 0,13 – 0,20 | 0,16 – 0,25 | 0,18 – 0,28 | 0,21 – 0,31 | |
Application Data • MS(M) • WM15PD • Inch
| | |||||||||
| Cutting Speed | ||||||||||
| Range | Recommended Feed Rate (f) by Diameter | |||||||||
| Material | – | Min | Starting Value | Max | Tool Diameter | 0.630 | 0.787 | 1.000 | 1.260 | 1.575 |
| M | 1 | 131 | 262 | 361 | IPR | .004 – .010 | .005 – .012 | .005 – .013 | .006 – .014 | .006 – .015 |
| 2 | 115 | 180 | 246 | IPR | .004 – .010 | .005 – .012 | .005 – .013 | .006 – .014 | .006 – .015 | |
| 3 | 66 | 115 | 164 | IPR | .004 – .010 | .005 – .012 | .005 – .013 | .006 – .014 | .006 – .015 | |
| K | 1 | 295 | 443 | 574 | IPR | .007 – .010 | .009 – .019 | .011 – .015 | .013 – .017 | .013 – .020 |
| 2 | 262 | 394 | 459 | IPR | .007 – .010 | .009 – .019 | .011 – .015 | .013 – .017 | .013 – .020 | |
| 3 | 230 | 361 | 410 | IPR | .007 – .010 | .009 – .019 | .009 – .015 | .010 – .017 | .011 – .020 | |
| N | 1 | 295 | 508 | 722 | IPR | .010 – .020 | .011 – .022 | .013 – .025 | .013 – .028 | .013 – .028 |
| 2 | 295 | 508 | 722 | IPR | .010 – .020 | .011 – .022 | .013 – .025 | .013 – .028 | .013 – .028 | |
| 3 | 262 | 394 | 525 | IPR | .010 – .020 | .011 – .022 | .013 – .025 | .013 – .028 | .013 – .028 | |
| 4 | 295 | 508 | 722 | IPR | .010 – .020 | .011 – .022 | .013 – .025 | .013 – .028 | .013 – .028 | |
| 5 | 525 | 656 | 787 | IPR | .010 – .020 | .011 – .022 | .013 – .025 | .013 – .028 | .013 – .028 | |
| 6 | 525 | 656 | 787 | IPR | .010 – .020 | .011 – .022 | .013 – .025 | .013 – .028 | .013 – .028 | |
| S | 1 | 66 | 131 | 197 | IPR | .003 – .005 | .004 – .006 | .004 – .007 | .005 – .008 | .006 – .010 |
| 2 | 49 | 98 | 148 | IPR | .003 – .005 | .004 – .006 | .004 – .007 | .005 – .008 | .006 – .010 | |
| 3 | 49 | 98 | 148 | IPR | .003 – .005 | .004 – .006 | .004 – .007 | .005 – .008 | .006 – .010 | |
| 4 | 33 | 82 | 131 | IPR | .003 – .005 | .005 – .008 | .006 – .010 | .007 – .011 | .008 – .012 | |